Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10864
Скачиваний: 97

100
или цилиндрические цапфы 3 и выточки 4 в корпусе (рис. 34, в). Эти элементы
дают возможность базировать устанавливаемую деталь непосредственно по ба-
зовой детали и тем самым исключить влияние погрешностей технологической
оснастки и сборочной машины на соединение деталей.
Технологичность изделия под сборку предполагает наличие у сопрягаемых
зубчатых поверхностей торцовых фасок.
С подобными трудностями встречаются при сборке шлицевых соединений
и зубчатых передач. Обеспечить совпадение поверхностей трудно, а иногда не-
возможно. Для облегчения сборки необходимо предусматривать скругления на
торцах зубьев колеса с меньшим числом зубьев (рис. 34, д) или зенкерованные
перед прошивкой зубьев углубления 5 на колесах (рис.34 е). Аналогичный эф-
фект достигается при округлении соединяемых деталей (рис. 34, з).
По контуру шпоночного паза втулки должны быть предусмотрены заход-
ные фаски достаточно большой ширины, а на шпонке — скругления на торцах
(рис. 34, г). Фаски облегчают процесс сборки шпоночного соединения, так как
сборка оказывается возможной даже при разности относительного углового по-
ложения деталей в несколько градусов.
Технологичность изделия под сборку предполагает наличие разъемных
корпусов, пазов и замковых соединений.
Для установки присоединяемых деталей удобны разъемные корпусные де-
тали и пазы 6 (рис. 34, ж) которые имеют большую ширину на входе в перво-
начальный период сборки соединения и необходимый размер в конечном по-
ложении.
Технологичность изделия под сборку предполагает типизацию конструк-
тивных элементов и унификацию деталей.
Для облегчения соединения отверстия под крепеж в базовой детали долж-
ны размещаться равномерно, с заданной точностью. Количество типов поса-
дочных и сопрягаемых поверхностей, а также применяемых видов соединёний
деталей должно быть минимальным.
Для сборки неудобны шпоночные и шлицевые соединения. Их целесооб-
разно заменить на цилиндрические или конические соединения с гарантиро-
ванным натягом. При соединении деталей по коническим посадочным поверх-
ностям в первоначальный момент их сопрягают со значительным зазором, ко-
торый облегчает процесс сборки, а по мере их перемещения зазор выбирается и
создается необходимый натяг.
8.3. Достижение точности при автоматической сборке
В технологических процессах сборки используются рассмотренные выше
пять методов достижения точности (МДТ) замыкающих звеньев размерных це-
пей: полная взаимозаменяемость (ПВ), неполная взаимозаменяемость (НВ),
групповая взаимозаменяемость (ГВ), регулирование (Р), пригонка (П). Кроме
того, могут быть использованы различные комбинации этих методов.
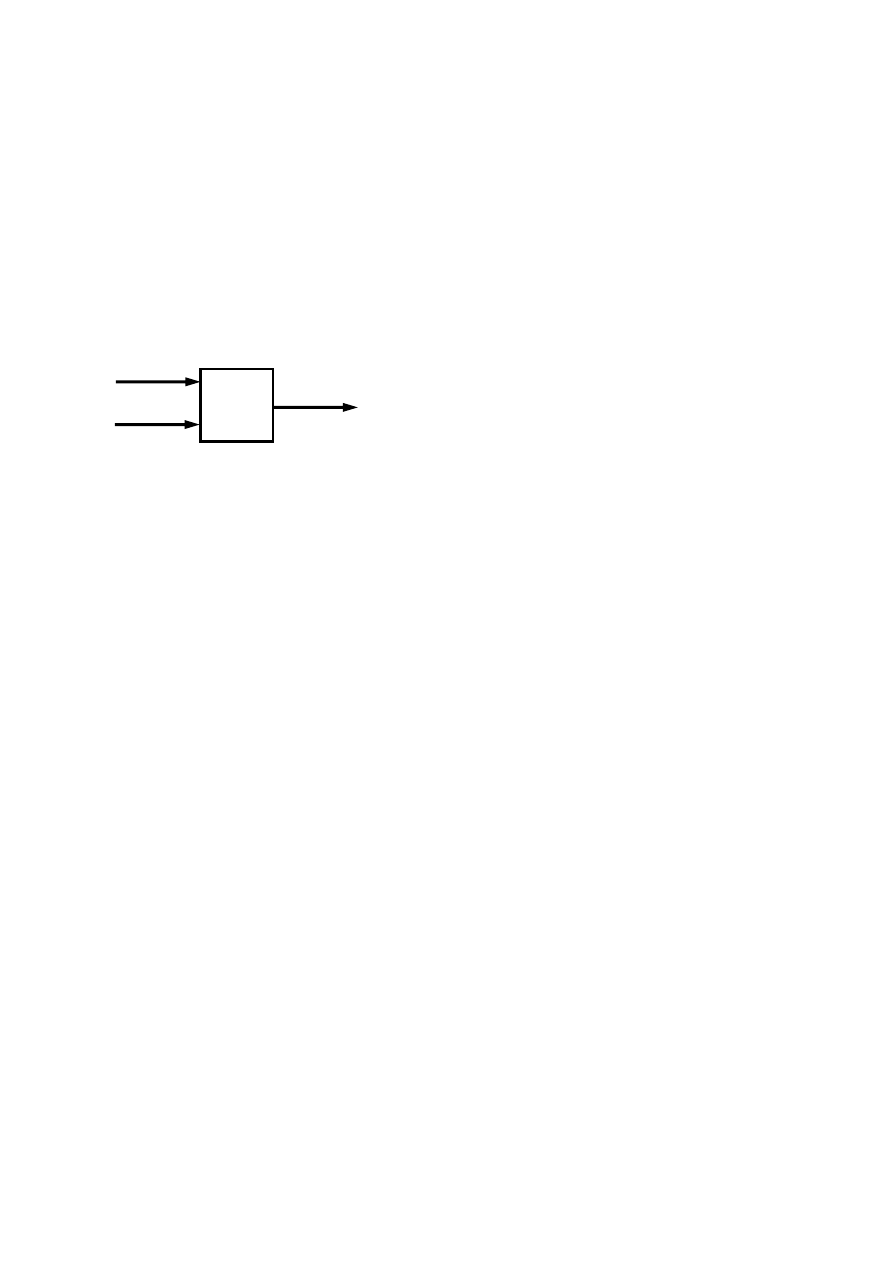
Автоматическая сборка методом полной взаимозаменяемости представ-
лена структурной схемой (рис. 35). Сборочный автомат (СА), осуществляющий
101
сборку двух деталей Д
1
и Д
2
, которые поступают на его вход, обеспечивает по-
лучение сборочной единицы СЕ. Гарантированное обеспечение требуемого
размера замыкающего звена при полной взаимозаменяемости позволяет отка-
заться от контроля замыкающего звена, получающегося в результате сборки.
Это особенно важно в тех случаях, когда трудно автоматизировать контроль
размера в сборочной единице. При ПВ достаточно контролировать размеры де-
талей, подаваемых на сборку. В процессе сборки методом ПВ для достижения
требуемого размера замыкающего звена не требуется никакой дополнительной
информации и связанных с этим дополнительных сложностей по ее получению и
автоматическому использованию.
Метод ПВ не требует дополнительной ин-
формации о положении и размерах деталей в
ходе реализации сборочного процесса. Относи-
тельная простота организации и управления
сборкой при использовании метода ПВ объяс-
няет его широкое распространение для дости-
жения точности в автоматическом производ-
стве.
Единственный недостаток метода ПВ
необходимость более высокой точности изготовления деталей, чем при любом
другом методе. Стремление предельно удешевить сборку и автоматическое
сборочное оборудование использованием метода ПВ приводит в ряде случаев к
значительному повышению точности, а следовательно, и себестоимости изго-
товления составляющих деталей, что не всегда окупается снижением затрат на
сборку.
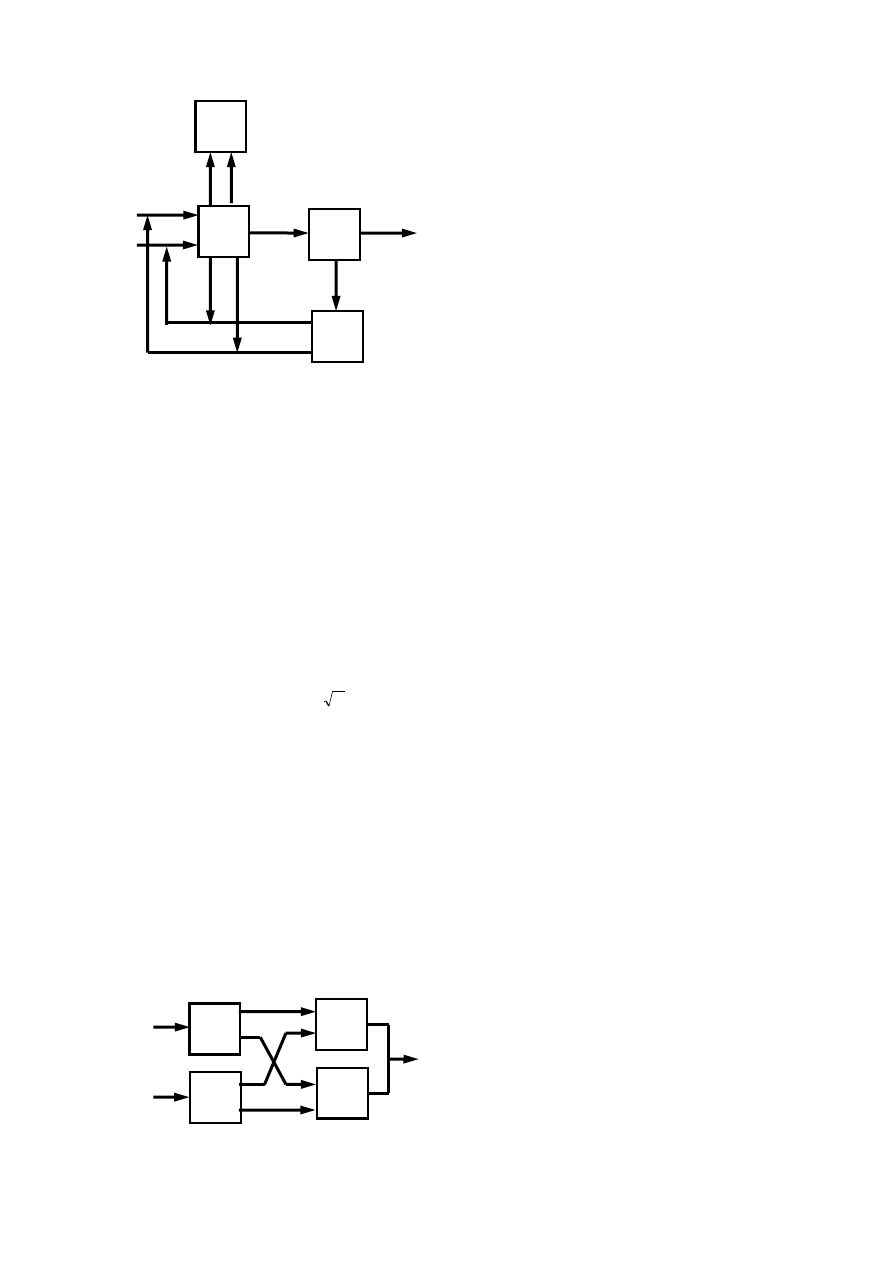
Автоматическая сборка методом неполной взаимозаменяемости пред-
ставлена структурной схемой (рис. 36).
Детали Д
1
и Д
2
собираются в сборочном автомате СА. Все СЕ должны
пройти контрольный автомат КА и часть СЕ, попавших в процент риска, будет
отбракована. Эти СЕ должны быть разобраны разбирающим автоматом РА, а
составляющие детали возвращены для повторной сборки в другом сочетании.В
ряде случаев, например, при сборке валика и втулки по переходной посадке,
может оказаться, что некоторые детали вовсе нельзя установить при сборке.
Эти случаи тоже включены в процент риска. Они могут привести к заклинива-
нию или поломке сборочного автомата. Для предотвращения заклинивания и
поломок необходимо предусмотреть контрольно-блокировочное устройство
КБУ, которое прерывает сборочный процесс, выводит из зоны сборки несо-
бранные детали, возвращает автомат в исходное состояние для продолжения
сборки других деталей. КБУ срабатывает при получении текущей информации
о сборочном процессе. Для этого бывает достаточным контролировать силы в
процессе соединения деталей на рабочей позиции сборочного автомата, напри-
мер осевую силу при постановке валика во втулку.
Рнс. 35. Структурная схема
автоматической сборки методом
ПВ [13]
СА
Д
1
Д
2
СЕ

102
В случае возникновения натяга или
при заклинивании деталей сила сопро-
тивления движению рабочего органа
сборочного автомата, устанавливающе-
го деталь, увеличится, что послужит
сигналом к прерыванию сборки, воз-
вращению рабочего органа в исходную
позицию и удалению собираемых дета-
лей из рабочей зоны автомата.
Автоматическое сборочное обору-
дование, работающее по методу НВ,
также характеризуется простотой и
компактностью. Однако, при использо-
вании метода НВ не у всех сборочных
единиц гарантируется получение замы-
кающего звена требуемой точности, поэтому необходимо предусмотреть до-
полнительные позиции в сборочной автоматической линии или автомате, что
усложняет и удорожает сборку.
Для осуществления сборки требуется дополнительная информация, кото-
рая может быть получена не заранее, а только лишь в процессе сборки или по
завершении сборки. Эта информация должна быть получена с помощью соот-
ветствующих датчиков, преобразована для автоматического анализа и выдачи
управляющего воздействия, а также использована для осуществления автома-
тической сборки методом НВ.
Вместе с тем, метод НВ позволяет увеличить допуски на составляющие
звенья размерной цепи в
m
раз при той же точности замыкающего звена, по
сравнению с допусками при использовании метода ПВ, где m — число состав-
ляющих звеньев, при 0,27 % - м риске и нормальных законах распределения
размеров. Чем больше составляющих звеньев в размерной цепи, тем выгоднее
использовать метод НВ по сравнению с методом ПВ.
Автоматическая сборка методом групповой взаимозаменяемости пред-
ставлена структурной схемой (рис. 37). При автоматической сборке методом ГВ
детали должны быть предварительно рассортированы по размерам на группы
сортировочными автоматами С. Далее детали Д
1
и Д
2
первой размерной группы
собираются сборочным автоматом САI, а детали Д
1
и Д
2
второй размерной
группы – сборочным автоматом САII Аналогично собираются детали других
размерных групп.
На схеме показано два сбороч-
ных автомата, каждый из которых со-
бирает детали одной размерной груп-
пы.
Так может быть только при
большом объеме выпуска изделий.
Если же для достижения требуемой
производительности достаточно одно-
Рис. 37. Структурная схема автоматичес-
кой сборки двух деталей методом ГВ [13]
Рис. 36. Структурная схема автома-
тической сборки методом НВ [13]
С
Д
1
Д
2
С
САII
САI
IIII
СЕ
А
I
II
I
II
СА
Д
1
Д
2
СЕ
KА
PA
KБУ
%СЕ
Д
2
Д
1
103
го автомата, то детали разных размерных групп собираются на одном автомате
по очереди. В этом случае необходимо обеспечить одновременную подачу на
сборочную позицию собираемых деталей какой-либо одной размерной группы.
В пределах одной размерной группы достижение точности изготовления изде-
лий осуществляется методом ПВ. Поэтому в собранных изделиях гарантируется
достижение требуемого размера замыкающего звена и дополнительный кон-
троль не требуется.
Если при сборке методом ГВ s деталей, составляющих сборочную едини-
цу, сортируют на n размерных групп, то для хранения и подачи на сборку необ-
ходимо sn накопителей.
Некоторые детали клеймят или маркируют, чтобы при сборке их не пере-
путать с такими же деталями другой размерной группы. Это усложняет органи-
зацию сборки. Предварительная сортировка собираемых деталей на размерные
группы требует получения информации о размерах всех деталей путем их из-
мерения. Поэтому по сравнению с методом ПВ метод ГВ, как и другие методы,
требует увеличения информации для осуществления сборки. Для этого необхо-
димы дополнительные устройства и дополнительные затраты времени. Вместе
с тем допуски на составляющие звенья расширяются в n раз.
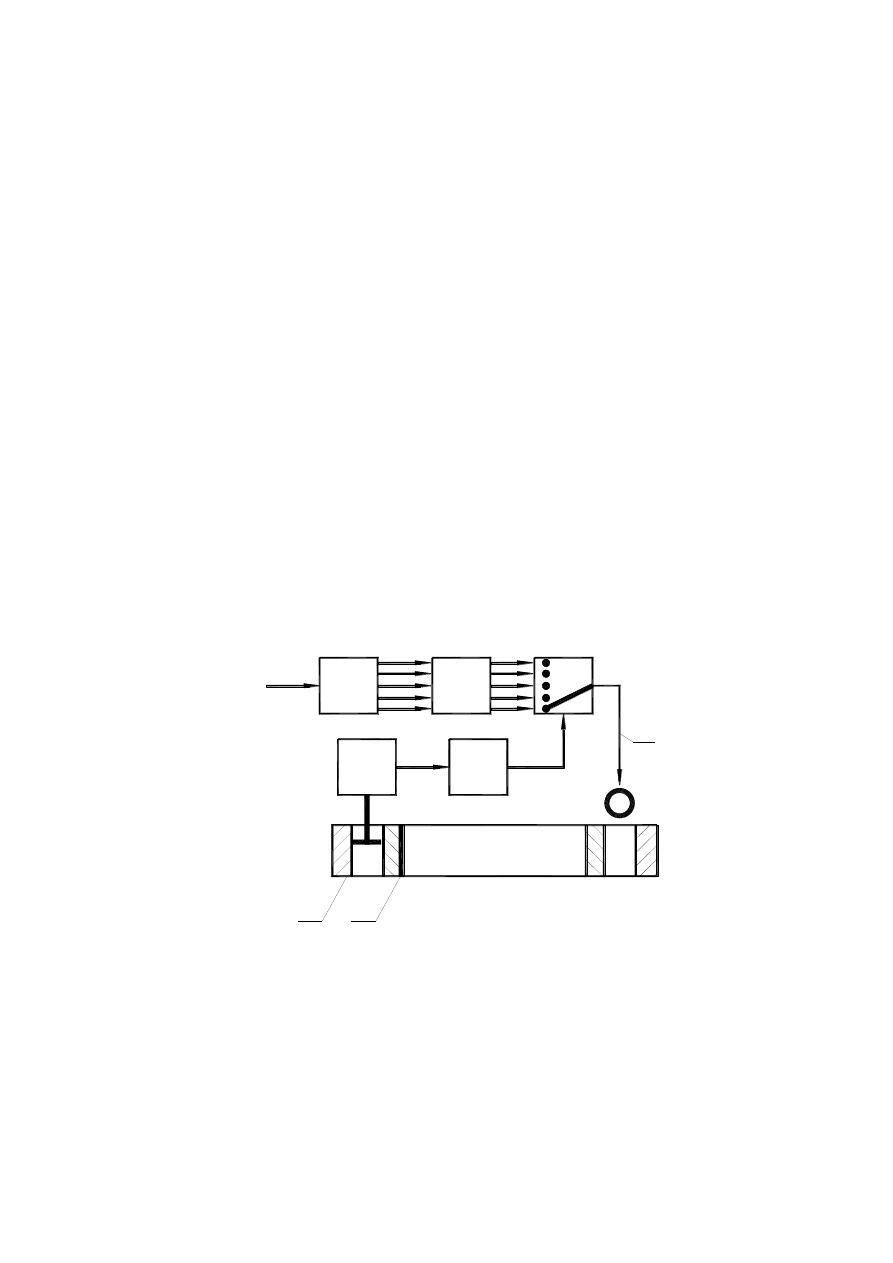
Автоматическая сборка методом регулирования представлена схемой
(рис. 38) сборки шарикоподшипников.
Достижение требуемой точности замыкающего звена регулированием раз-
мера в автоматической сборке может осуществляться с использованием по-
движного или неподвижного компенсатора.
3
2
1
РУ
Д
УВ
Ш
H
КСА
Рис. 38. Схема автоматической сборки шарикоподшипников методом
регулирования [13]
В первом случае для этого следует использовать соответствующие воз-
можности конструкции самого изделия, где размер может регулироваться с по-
мощью винтового, клинового или другого механизма. Во втором случае при
неподвижном компенсаторе требуется заранее изготовить детали-компенсато-
ры нескольких разных размеров и в процессе сборки установить компенсатор
необходимого в данном случае размера.
104
По последнему принципу устроены автоматы сборки подшипников. Раз-
меры шариков Ш (рис. 38), поступающих на сборку, измеряются в контрольно-
сортировочном автомате КСА, который сортирует их по размерам на 50 раз-
мерных групп через 2 мкм. Затем шарики поступают в накопители Н.
Наружное 1 внутреннее 2 кольца поступают на сборочную позицию. Ради-
альный зазор между двумя кольцами измеряется датчиком Д, который выдает
сигнал в решающее устройство РУ и далее в устройство выбора УВ размеров
шариков. УВ включает и переключает подвижный лоток на кассету накопителя
с требуемыми размерами шариков. Необходимое число шариков нужного раз-
мера по трубчатому лотку 3 подается на сборочную позицию.
Применение метода регулирования в автоматическом производстве связа-
но с необходимостью автоматического измерения размеров, обработки полу-
ченной информации и использования ее для регулирования механизма. Ис-
пользование ЭВМ, контактных головок, активного контроля размеров, адап-
тивного управления свидетельствует о переходе от метода полной взаимозаме-
няемости на метод автоматического регулирования для достижения высокой
точности в условиях автоматического производства.
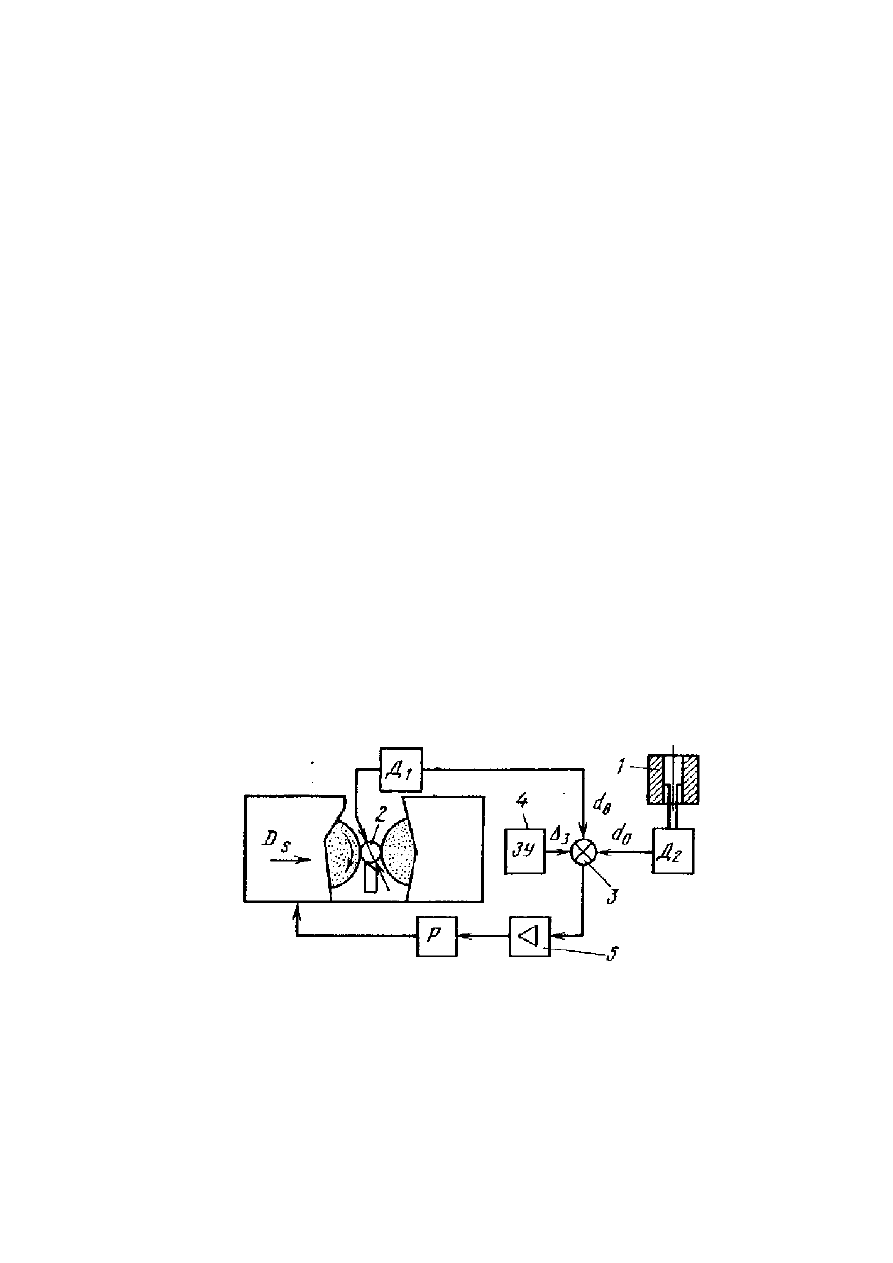
Автоматическая сборка методом пригонки представлена схемой (рис.39)
автоматической пригонки плунжеров под размер плунжерной втулки.
Окончательно обработанная плунжерная втулка 1 подается на бесцентрово-
шлифовалъный станок, на котором под диаметр d
0
отверстия втулки дошлифовы-
вается плунжер 2 по наружному диаметру d
в
. Диаметр d
0
отверстия втулки изме-
ряется датчиком Д
2
, а диаметр d
в
плунжера измеряется в процессе обработки датчи-
ком Д
1
. Сигналы с датчиков, пропорциональные диаметрам d
0
и d
в
, подаются в
сравнивающее устройство 3, где вычисляется разность Δ = d
0
— d
в
и сравнивается с
сигналом от задающего устройства 4, которое задает требуемое значение ширины
зазора в соединении втулки и плунжера (замыкающее звено).
Рис. 39. Схема сборки автоматичнской пригонкой плунжеров под размер втулки [13]
Пока заданное значение зазора больше текущего значения, сигнал с выхода
сумматора 3, усиленный усилителем 5, оказывается положительным и шлифо-
вание плунжера продолжается. По мере шлифования размер d
0
постепенно умень-
шается и разность Δ = d
0
— d
в
постепенно увеличивается. При достижении заданного
значения разности диаметров, т.е. Δ = Δ
3
, сигнал на выходе сумматора становится
равным нулю и затем становится отрицательным. Регулятор Р мгновенно срабаты-