Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10863
Скачиваний: 97

105
вает и подает команду на отвод шлифовального круга. Размер d
в
плунжера соответ-
ствует размеру d
0
втулки и их разность равняется требуемому зазору Δ
3
. Таким
образом, каждый плунжер индивидуально подгоняется по диаметру к диаметру
каждой втулки. Так осуществляется автоматическая пригонка плунжеров.
Обратная связь в данном случае осуществляется благодаря использованию
датчика Д
1
, измеряющего диаметр плунжера, и датчика Д
2
, измеряющего диа-
метр отверстия втулки. Вычисление разности двух аналоговых сигналов здесь
реализуется операционным усилителем. Задатчик представляет собой переклю-
чатель или потенциометр со шкалой. В более сложных случаях необходимо ис-
пользовать вычислительную технику. При сборке методом ПВ в этом нет необ-
ходимости. Метод пригонки имеет те же отличия от метода ПВ, что и метод ре-
гулирования. В отличие от метода регулирования метод пригонки требует об-
работки компенсатора.
Достижение требуемой точности замыкающего звена размерной цепи при-
гонкой состоит в удалении необходимого слоя материала с детали, являющейся
компенсатором, для компенсации отклонений размеров всех составляющих
звеньев. Этот метод похож на метод регулирования с неподвижным компенса-
тором. Разница лишь в том, что компенсатор не изготовлен заранее с опреде-
ленными размерами как при методе регулирования, а имеет необходимый при-
пуск, который частично или полностью удаляется при сборке для достижения
требуемой точности замыкающего звена.
Пригонка так же, как и регулировка, позволяет обеспечить высокую точ-
ность размера замыкающего звена даже при большом числе составляющих зве-
ньев. Однако для пригонки необходимо осуществлять дополнительную обра-
ботку компенсатора непосредственно при сборке, что в ряде случаев нежела-
тельно.
Каждый из перечисленных пяти методов имеет преимущества, недостатки
и области наиболее эффективного использования. Критерием выбора метода
является минимум суммы всех затрат на изготовление составляющих звеньев и
сборку.
8.4. Методы и средства транспортирования и ориентирования деталей
Выбор системы транспортирования является одним из наиболее суще-
ственных вопросов компоновки сборочных автоматов и автоматических линий.
Транспортные устройства перемещают детали в соответствии со схемой сборки
с одной рабочей позиции на другую и осуществляют их ориентацию.
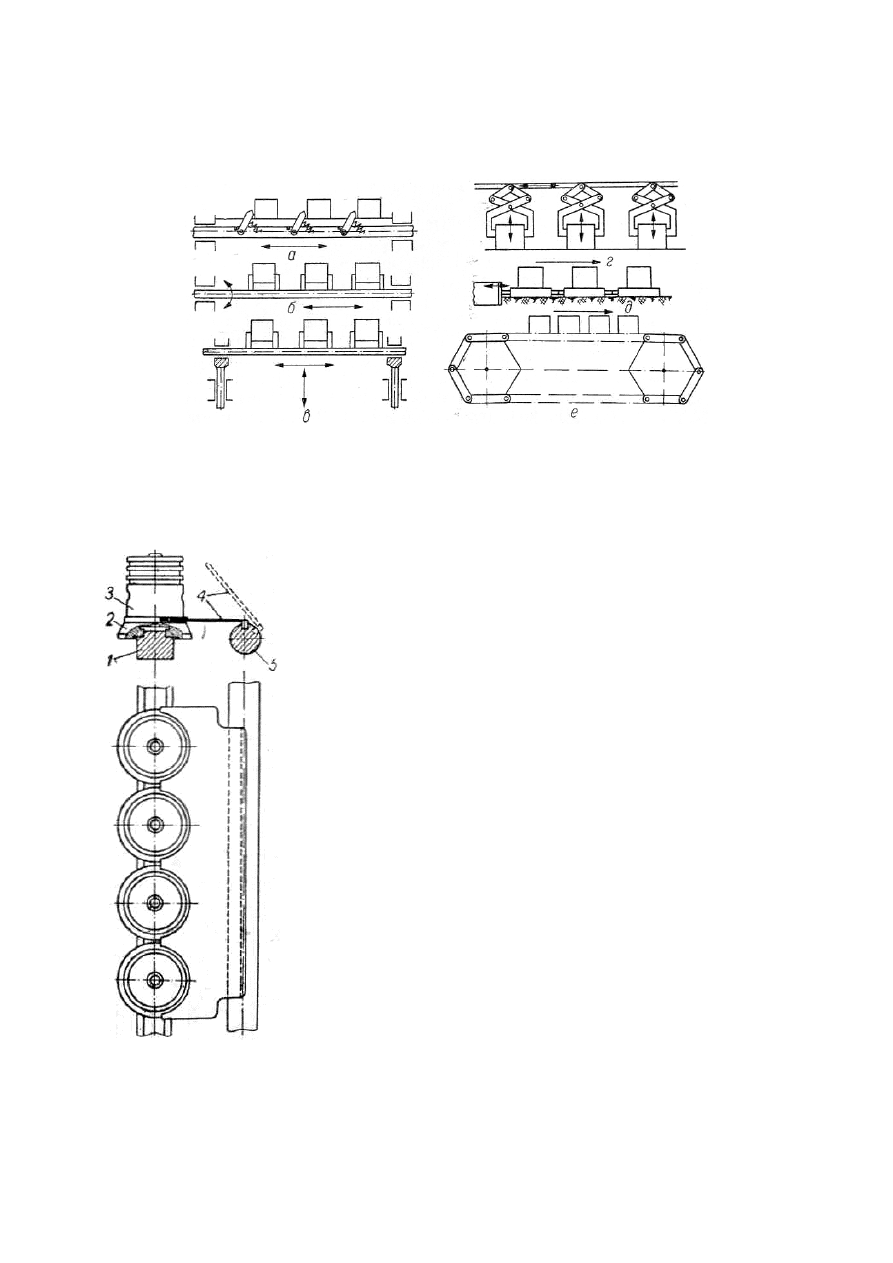
Наибольшее распространение получили шаговые штанговые транспортеры
с собачками (рис. 40, а). При работе они совершают простейшее перемещение –
периодическое возвратно-поступательное.
Существенным преимуществом шагового транспортера с собачками явля-
ется простота движения и соответствующая ей простота привода (гидро- или
пневмоцилиндр). Недостаток его – отсутствие фиксированной ориентации де-
тали в конце хода транспортера и в процессе транспортирования. В конце хода
106
транспортера приходится снижать скорость или устанавливать демпфирующие
устройства, что удлиняет цикл сборки и усложняет конструкцию.
Рис. 40. Типы шаговых транспортеров
Шаговые штанговые транспортеры с флажками (рис. 40, б) позволяют до-
статочно определенно фиксировать обрабатываемую деталь.
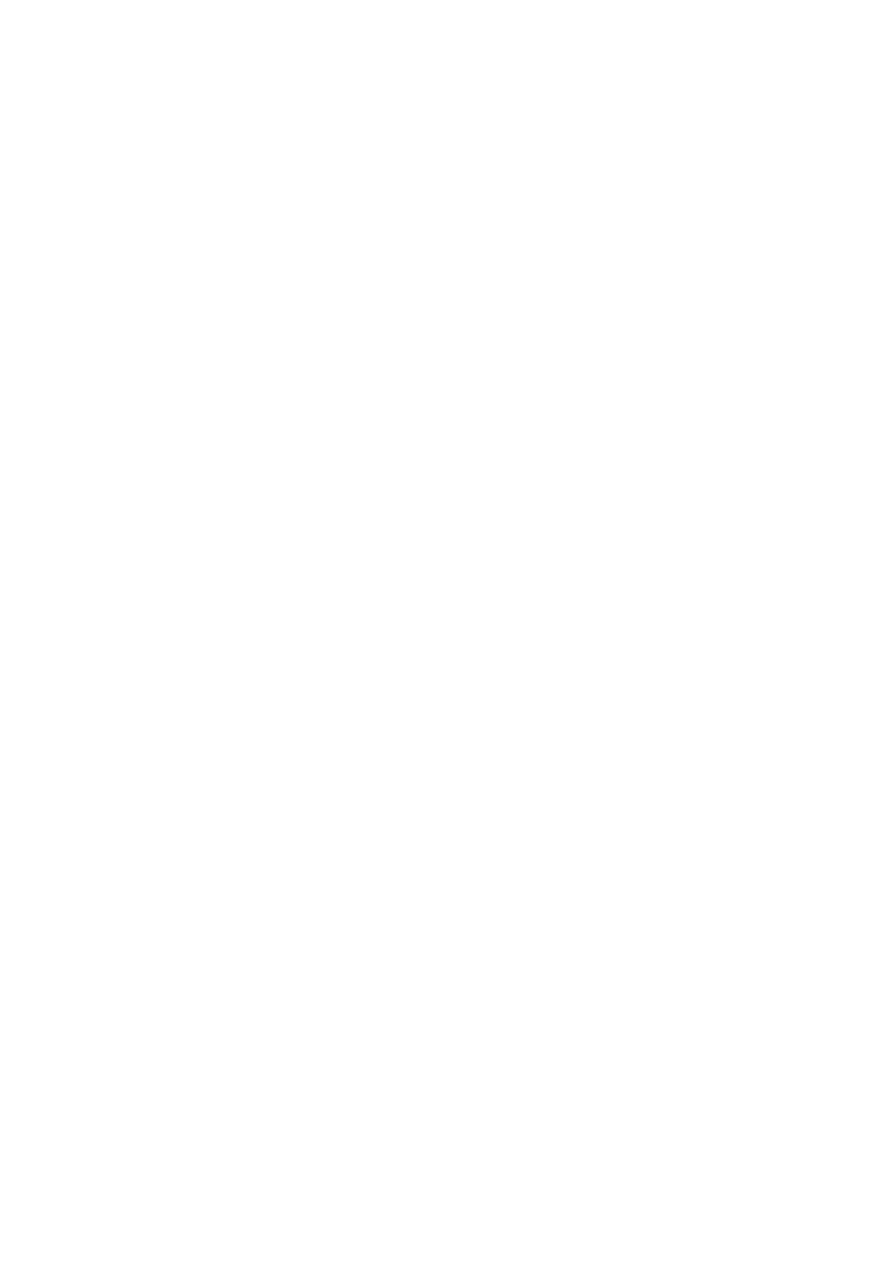
Транспортировка поршней (рис. 41) осуществляет-
ся на приспособлениях-спутниках 2 по направляющему
рельсу 1 фасонного сечения возвратно-поступательно
движущейся штангой 5 , на которой закреплены фасон-
ные козырьки – флажки 4.
В исходном положении штанги 5 фасонные ко-
зырьки приподняты. При перемещении поршней 3
штанга вместе с флажками поворачивается на угол 45
в
сторону рельса. Каждый вырез козырька охватывает
один спутник 2. При движении штанги вперед происхо-
дит одновременно перемещение вперед четырех порш-
ней на одну позицию по всей линии. После этого штанга
поворачивается в первоначальное положение и совер-
шает обратный ход. Поворот штанги и ее осевое пере-
мещение осуществляются двумя гидравлическими ци-
линдрами.
Транспортеры с флажками требуют более сложного
привода, чем транспортеры с собачками: нужно осуще-
ствить дополнительное движение – вращение штанги,
затем штанга должна быть заперта, а самопроизвольный
поворот флажков должен быть исключен.
3начительно реже применяются грейферные шаго-
вые транспортеры (рис.40, в), в которых штанга совер-
шает поочередно два возвратно-поступательных пере-
мещения в перпендикулярных направлениях с чередованием фаз. Обрабатыва-
емые детали перемещаются жесткими флажками. Конструктивное выполнение
Рис. 41. Перемещение
поршней


107
таких транспортеров обычно сложное. Они применяются только в тех случаях,
когда подход к захватываемым деталям может быть произведен лишь с опреде-
ленной стороны, причем посадка транспортируемых деталей на позициях тако-
ва, что для перемещения с позиции на позицию транспортер должен поднять
деталь вверх.
Рейнерные шаговые транспортеры (рис. 40, г) представляют собой услож-
ненный вид грейферных. Кинематика их та же. Детали перемещаются не флаж-
ками, а закрепленными на штангах захватами, которые обычно расположены
сверху. Эти транспортеры требуют сложных надстроек над линиями. Однако
для автоматических линий, на которых обрабатываются валы, применение рей-
нерных транспортеров в ряде случаев оправдано.
Толкающие шаговые транспотеры (рис. 40, д) являются простейшими. В
них толкатель (обычно шток гидро- или пневмоцилиндра) непосредственно
воздействует на последнюю деталь из сплошной колонны. Вся колонна при хо-
де толкателя двигается одновременно за счет давления друг на друга вплотную
расположенных деталей. Для начала движения массы деталей в дополнение к
основному толкателю с большим ходом применяют второй – вспомогательный
транспортер с коротким ходом.
Недостаток толкающих транспортеров заключается в том, что фиксация
деталей колонны вследствие накопления ошибок линейных размеров не может
производиться одновременно. Приходится фиксировать их после отвода толка-
теля, начиная с самой дальней от него детали. Из-за этого удлиняется цикл дей-
ствия линии. Однако, несмотря на указанный недостаток, толкающие транс-
портеры благодаря их простоте находят широкое применение.
Цепные транспортеры (рис.40, е) широко применяются в качестве средств
непрерывного транспорта, однако в качестве шаговых они применяются реже.
Базирование деталей, перемещаемых звеньями цепи, на позициях производится
отдельными устройствами, что усложня-
ет конструкцию транспортера. Однако в
этих транспортерах легко изменить шаг.
Они обеспечивают досылку предметов в
базирующие устройства за счет непре-
рывного движения.
Методы ориентации деталей в авто-
матах и автоматических линиях рассмот-
рены выше в разделе 4.3. В гибких авто-
матизированных производствах исполь-
зуются универсальные программируемые
позиционирующие роботы, которые ра-
ботают в составе ГПМ и способны вра-
щать базовые детали вокруг трех осей,
обеспечивая необходимое для сборки по-
ложение с высокой точностью, см. рис.
42.
Рис. 42. Высокоточный позициони-
рующий робот

108
9. ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ
АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
9.1. Структура интегрированной автоматизированной
системы управления.
В самом общем виде производственная система является совокупностью
трех взаимодействующих подсистем: физической (средства производства), ин-
формационной и решающей. Система осуществляет производственные процес-
сы, которые характеризуются наличием, движением и взаимодействием мате-
риальных и информационных потоков, см. выше п.2.1.
В физической системе производятся изделия, а решающая подсистема,
пользуясь информационной, обеспечивает управление.
Информационная и решающая подсистемы образуют интегрированную
автоматизированную систему управления (ИАСУ), которая построена на базе
аппаратных средств, их сетей и программного обеспечения.
Внутренние и внешние связи в ИАСУ можно представить в виде сложных
сетей, отражающих и связывающих физические, информационные и управля-
ющие потоки. Сети, отражающие физические потоки, перерабатывают и со-
держат данные о движении материальных, трудовых и энергетических ресур-
сов. Информационные сети обеспечивают разработку технических решений и
передачу информации между производственными подразделениями и рабочими
местами. Управляющие сети связывают места принятия решений с местами, где
эти решения выполняются.
ИАСУ предназначена для автоматизированного управления производ-
ственными процессами, конструирования изделий, технологической подготов-
ки производства и изготовления изделий с обеспечением технологической гиб-
кости, высокой производительности и бесперебойной работы.
В ИАСУ предприятия входят следующие подсистемы.
САПР, используемая для конструирования изделий;
АСУП, используемая для планирования и координации всех подси-
стем ИАСУ предприятия;
АСНИ, используемая для исследования опытных образцов на соот-
ветствие требованиям технического задания (ТЗ);
АСТПП, используемая для технологической полготовки производ-
ства, управляющих программ для станков с ЧПУ, проектирования техно-
логической оснастки и инструмента;
Автоматизированная
система
организационно-экономического
управления, используемая для текущего и оперативного планирования и
учет производственных процессов (АСОЭУ);
109
Автоматизированная система организационно-технологического
управления, (АСОТУ) используемая для управления технологическими
объектами;
Система автоматизированного контроля (САК), используемая для
контроля функционирования ГПС и точности и качества изготовления
изделий.
Подсистемы САПР, АСУП, АСНИ объединяют в комплекс верхнего уров-
ня, на котором вырабатывается стратегия организационно-экономического
управления, планируется загрузка и осуществляется подготовка производства.
На уровне подсистем АСТПП, АСОЭУ, АСОТУ решаются задачи тактиче-
ского организационно-технологического планирования и управления, разраба-
тываются технологические управляющие программы и осуществляется непо-
средственное управление технологическим оборудованием в режиме реального
времени.
Функционирование ИАСУ связано с обработкой больших объемов инфор-
мации, необходимой для функционирования автоматизированного производ-
ства. Для организации и автоматизированного управления производством
необходима информация:
- о структуре и характеристиках управляемых СТО, их связях, устройствах
съема информации и каналах связи;
- о состоянии управляемых СТО и ИАСУ;
- о состоянии внешней среды и возмущениях, действующих на производ-
ственную систему;
- о допустимых и предпочтительных стратегиях планирования и управле-
ния в ИАСУ;
- о целях функционирования ИАСУ, критериях ее эффективности, а также
ограничениях, подлежащих учету.
9.2. Уровни управления автоматизированного производства
Информационное обеспечение автоматизированного производства вклю-
чает совокупность информации, содержащейся в массивах данных, документах,
сигналах, а также методы ее организации, хранения и контроля, обеспечиваю-
щие взаимосвязанное решение задач управления. В состав информационного
обеспечения производства входит административная, экономическая оператив-
но-производственная, оперативно-технологическая и нормативно-справочная
информация.
Административная
информация
(распорядительная,
служебно-
информационная, по личному составу) обеспечивает общее руководство.