ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2023
Просмотров: 183
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Раздел 1. Технологические маршруты обработки деталей
Раздел 2. Характеристики основного технологического оборудования
Раздел 3. Оперативное планирование производства с построением числовой модели календарного плана ГАУ
3.1 Расчет объема срезаемого материала
3.2 Построение графов технологических маршрутов обработки деталей
3.3 Разработка числовой модели календарного плана
Раздел 4. Разработка компоновки гибкого автоматизированного участка
Раздел 4. Разработка компоновки гибкого автоматизированного участка
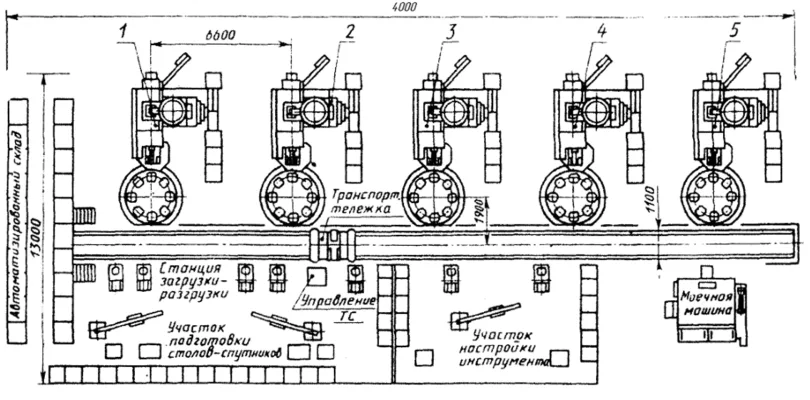
ГАУ строится на основе роботизированного технологического комплекса (РТК) и гибкого производственного модуля (ГПМ). В состав РТК как правило входит технологическое оборудование, промышленный робот (ПР) и средства оснащения. На проектируемом ГАУ предлагается групповая обработка 3-х типов деталей, для чего были составлены технологические маршруты обработки на каждую деталь. На основе технологических маршрутов с учетом задач ГАУ подбираются металлорежущие станки (автоматы или полуавтоматы по степени автоматизации) и др. оборудование.
Проектируемое оборудование (РТК и ГПМ) будет состоять из 3-х модулей, каждый из которых будет включать в себя ПР, средства оснащения и рабочее место оператора. Общая длина конвейера составит 30 метров. При этом на каждом модуле будут установлены по 2 ПР, с общим количеством выполняемых операций 5 шт. и общей длиной конвейера 3 метра. Для обеспечения безопасности персонала, при работе с ПР на каждом из модулей будут установлены системы безопасности.
Тележка типа ОМ9973, предназначена для выполнения транспортных операций в АТСС гибкой автоматической линии для механообработки: передачи столов-спутников или тары с заготовками, деталями и инструментами с приемно-выдающей секции склада-стеллажа на приемно-передаточные столы (накопители) станков и обратно. Машина предназначена для эксплуатации при температуре окружающего воздуха от плюс 10 до минус 40 градусов по Цельсию, относительной влажности до 95% при плюс 25 градусов по Цельсии и атмосферном давлении от 84 до 106 кПа (630-800 мм рт. ст.).
Рельсовый путь проложен перпендикулярно оси склада-стеллажа и позволяет тележке перемещаться непосредственно в зону его приемно-выдающей секции. Приемно-передаточные столы станков, входящих в ГПС, установлены с двух сторон относительно рельсового пути тележки. При повороте тележки в сторону стеллажей с продукцией, она своим колесом перекатывается по рельсовому пути и останавливается со стороны стеллажей, где установлено соответствующее количество приемно-передаточных столов станков с одной стороны. При этом тележки станков, находящихся в зоне приемно-отправочных столов, с другой стороны рельсового пути, могут быть установлены в положение для транспортировки продукции в зону их выдачи
, после чего они могут быть перевезены к месту выгрузки продукции.
Рама тележки является несущей конструкцией, на которую устанавливаются: мачта питания с электрошкафом, блоки путевых выключателей, гидростанция, ходовые и приводные колеса, тормоза рельсовые, телескопический выдвижной и подъемный стол, на который устанавливается стол-спутник с изделием или тарой. Мачта служит для подвески силового и управляющего кабелей, перемещаемых по монорельсу с помощью кареток, которые соединены между собой цепями.
В нижней части рамы тележки располагаются: блоки путевого выключателя, шкаф управления и устройства крепления рельсов. В верхней части - гидростанция и ходовой стол. Все механизмы имеют электрические и гидравлические приводы. Ходовой стол предназначен для перемещения каретки по монорельсам. Привод осуществляется с помощью гидроаппаратуры. Каретка перемещается по монорельскам с помощью привода, установленного на раме тележки.
При движении каретки с помощью клиновых захватов осуществляется подрезание и перемещение рельсовых нитей. Захваты установлены по две пары для каждого монорельса. Перемещение каретки осуществляется в продольном и поперечном направлениях. Для этого каретка имеет три пары опорных роликов, установленных на монорельсах. Поперечное перемещение каретки относительно монорельсов осуществляется посредством гидроцилиндров и гидрораспределителей, которые позволяют установить каретку в любом положении.
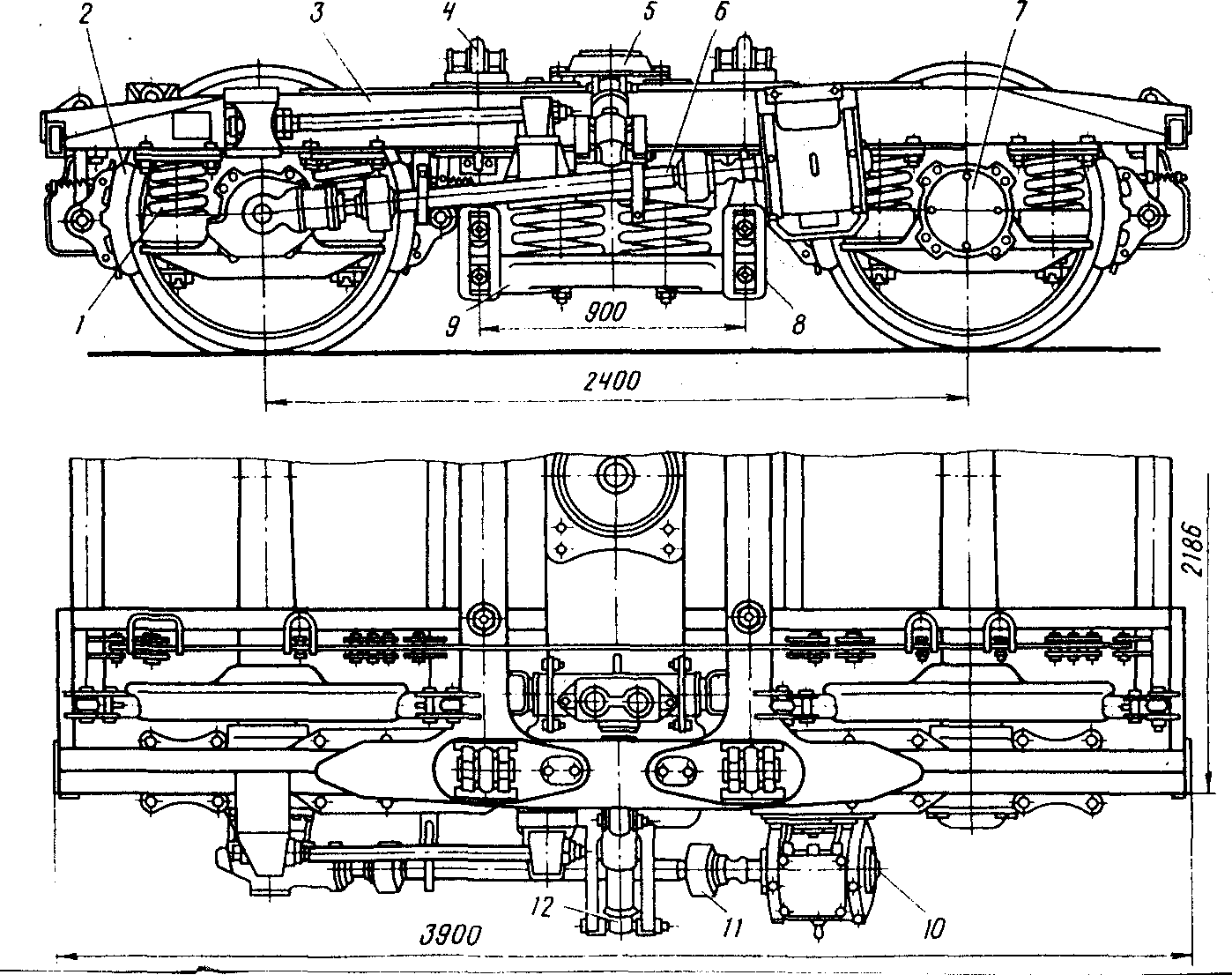
Рисунок 12 - Тележка транспортная рельсовая ОМ 9973
Технические характеристики:
Грузоподъёмность, кг 250
Скорость перемещения, м/мин: 4-140
Скорость выдвижения стола, м/мин 8
Скорость подъёма стола, м/мин 4
Количество телескопических стволов, шт 1
Высота выдвижной части стола, мм 100
Ширина стола, мм 550
Ход стола, мм:
Подъём 50
Выдвижение 925
Габаритные размеры (дл/шир./выс/), мм: 900/990/1180
Масса, кг 800
Заключение
В ходе выполнения курсовой работы была предложена схема ГАУ, т.е. совокупность в различных сочетаниях оборудования с ЧПУ
, РТК, ГПМ, отдельных единиц ТО и систем обеспечения их функционирования (СОФ) в автоматическом режиме, обладающая свойством автоматической переналадки при производстве изделий различной номенклатуры в установленных пределах значений их характеристик.
Для реализации схемы ГАУ и обеспечения ее функционирования н был спроектирован участок с тремя рабочими местами операторов станков с ЧПУ. Первый оператор работает на станках с числовым программным управлением (ЧПУ) токарных с ЧПУ (ТШЧПУ), второй оператор работает с системами ЧПУ фрезерных станков (ФЧПУ). Оператор третьего станка с ЧПУ управляет системой ЧПУ сверлильно-фрезерного станка (СФЧПУ), имеет возможность управления системой ЧПУ токарного станка с ЧП
В соответствии с заданной номенклатурой изделий были разработаны технологические маршруты механической обработки, произведен выбор необходимого технологического оборудования и оснастки. Также, в соответствии с разработанными технологическими маршрутами, была разработана числовая модель календарного плана-графика выпуска партий деталей.
При разработке календарного план-графика производства был проведен анализ производственных мощностей, определены основные производственные мощности. В результате анализа было выявлено, что для организации выпуска партии деталей, необходимо использовать оборудование: токарный станок, сверлильный станок.
Список использованной литературы
1. Автоматизация производственных процессов в машиностроении: учебник / Ю. З. Житников и др.; под ред. Ю. З. Житникова – Старый Оскол: ТНТ, 2011. – 655 с.
2. Волчкевич Л. И. Автоматизация производственных процессов: учебное пособие – М.: Машиностроение, 2007. – 380 с.
3. Сергеев А. С. Автоматизация технологических процессов механической обработки: учеб. пособие / А. С. Сергеев, А. М. Макаров, Ж. С. Тихонова – Волгоград: ВолгГТУ, 2017. – 128 с.
4. Хватов Б. Н. Гибкие производственные системы. Расчет и проектирование : учеб. пособие / Б.Н. Хватов. – Тамбов : Изд-во Тамб. гос. техн. ун-та, 2008. – 112 с.
Приложение 1
Компоновка ГАУ