Файл: Пояснительная записка выпускной квалификационной работы содержит 55 страниц формата А4, 12 рисунков, 8 таблиц, 5 используемых источников информации.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 58
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1.1 Назначение, состав и техническая характеристика механизма
1.3 Требования, предъявляемые к приводу
2 Расчёт мощности и выбор двигателя
2.1 Расчёт статических моментов
2.2 Предварительный выбор двигателя
2.3 Расчёт нагрузочной диаграммы
2.4 Проверки двигателя по нагреву и перегрузочной способности
3 выбор и характеристика основного электрооборудования
3.1 Выбор и характеристика преобразователя частоты
3.2 Выбор и характеристика силового трансформатора
4 Расчёт и построение статических характеристик
5.1 Защита от перегрузки и коротких замыканий
6 Разработка системы управления мехатронной системой
2.3 Расчёт нагрузочной диаграммы
Для построения нагрузочной диаграммы нужно рассчитать статические и динамические моменты, а также моменты пуска и торможения.
Пусковой момент определяется выражением:

где MH- номинальный момент двигателя, Нм.
Значение динамического при подъеме груза момента находится по формуле:

Тормозной момент определяется:

Время пуска и торможения при подъёме груза:
 - установившееся значение скорости двигателя, соответствующее MC, 1/с.
- установившееся значение скорости двигателя, соответствующее MC, 1/с.
Пусковой момент при опускании груза определяется по формуле:

Значение динамического момента в генераторном режиме можно определить следующим образом:

Значение тормозного момента в генераторном режиме находится по формуле:

Время пуска и торможения в генераторном режиме:
 - установившееся значение скорости двигателя, соответствующее MC, 1/с.
- установившееся значение скорости двигателя, соответствующее MC, 1/с.
Пусковой момент при подъёме/опускании траверсы равен:

Значение динамического момента при подъёме траверсы можно определить:

Значение тормозного момента при подъёме траверсы определяется по формуле:

Время пуска и торможения при подъёме траверсы определяется выражением:

Значение динамического момента опускании траверсы найдем по формуле:

Значение тормозного момента при опускании траверсы найдем по выражению:

Время пуска и торможения (в генераторном режиме при опускании траверсы):

После определения моментов, перейдем к определению длин и времени.
Длина спуска траверсы при пуске определяется формулой:

Длина спуска траверсы при торможении:

Время спуска траверсы при постоянной скорости:

Время подъёма груза при постоянной скорости:

Время опускания груза при постоянной скорости:

Время подъёма траверсы при постоянной скорости:

Совмещённая тахограмма и нагрузочная диаграмма двигателя представлены на рисунке 3.

Рисунок 3 – Нагрузочная диаграмма и тахограмма двигателя
2.4 Проверки двигателя по нагреву и перегрузочной способности
Проведем проверку двигателя по фактическому эквивалентному моменту [2]:

где MП – пусковой момент электропривода, Н∙м;
tп – время пуска электропривода, с;
MС – статический момент электропривода, Н∙м;
tУСТ– время на установившемся участке тахограммы, с;
MТ – тормозной момент электропривода, Н∙м;
tТ – время торможения электропривода, с.
Подставив все значения и решив выражение получим фактический эквивалентный момент, равный:

Далее определим фактическую продолжительность включения:
где tп - время пуска, с;
t0 - время пауз, с;
tТ - время торможение, с;
tУСТ - время работы на установившейся скорости, с;
α – коэффициент показывающий ухудшение условий охлаждения при работе на скорости ниже номинальной, принимают равным 0,75;
β - коэффициент показывающий ухудшение условий охлаждения во время пауз, принимают равным 0,5.
Проверяем двигатель по условию:

Двигатель удовлетворяет данным условиям. По нагреву он проходит.
Эквивалентный момент составляет 63,4% от номинального, что удовлетворяет проверке аварийного режима работы электропривода подъёма при выходе из строя одного из двигателей. Это обеспечивает требуемый запас по мощности.
Проверяем двигатель по перегрузке по условию:

где MMAX– максимальный момент на нагрузочной диаграмме, Нм;
λ – перегрузочная способность двигателя.


Двигатель проходит по перегрузке и нагреву, следовательно конечный выбор падает на двигатель SIEMENS модели 1MA8-317–6BD. Из-за необходимости двух двигателей, используем два одинаковых.
3 выбор и характеристика основного электрооборудования
3.1 Выбор и характеристика преобразователя частоты
Поэтому преобразователь частоты (ПЧ) для выбираем исходя из обеспечения выполнения следующих условий [1]:


где
 - коэффициент связи пускового тока с номинальным током двигателя;
- коэффициент связи пускового тока с номинальным током двигателя;

где
 – коэффициент запаса мощности.
– коэффициент запаса мощности.По этим параметрам подходит преобразователь частоты ATV 71HC28N4 фирмы Schneider Electric, технические данные которого представлены в таблице 6; принципиальная схема показана на рисунке 4.
Таблица 6 ‑ Технические характеристики ПЧ ATV 71HC28N4
| Параметр | Значение |
| Номинальная мощность | 280 кВт |
| Полная мощность | 325 кВА |
| Входное напряжение | 380 В |
| Номинальный ток | 494 А |
| Максимальный продолжительный ток | 550 А |
| Максимальный ток в течение 60 сек. | 825 А |
| Максимальный ток в течение 2 сек. | 907 А |
| Выходная частота | 0.1500 Гц |
| Максимальная частота коммутации | 2500 Гц |
| Номинальное потребление энергии | 1188 Вт |
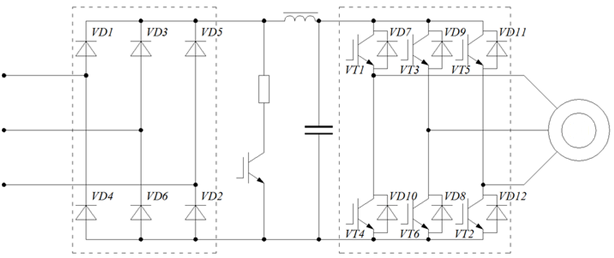
Рисунок 4 – Принципиальная схема преобразователя частоты ATV 71HC50N4
3.2 Выбор и характеристика силового трансформатора
Питающее напряжение сети равно 10 кВ, напряжение привода равно 380 В. В этом случае следует использовать понижающий трансформатор со следующими параметрами:

Эти параметрам соответствует трансформатор Geafol 400 10/0,4 фирмы Siemens. Его параметры указаны в таблице 7.
Таблица 7 ‑ Технические характеристики трансформатора Geafol 400 10/0,4
| Параметр | Значение |
| Номинальная мощность (Sтр.н) | 400 кВА |
| Номинальная частота (fтр.н) | 50 Гц |
| Номинальное напряжение обмотки ВН (Uтр.1л) | 10 кВ |
| Номинальное напряжение обмотки НН (Uтр.2л) | 400 В |
| Потери холостого хода (Pтр.хх) | 800 Вт |
| Потери короткого замыкания (Pтр.кз) | 4900 Вт |
| Напряжение короткого замыкания (eтр.кз) | 6% |
Номинальный ток трансформатора:

Полное сопротивление фазы трансформатора, приведённое к вторичной обмотке:

Активное сопротивление фазы трансформатора:

Индуктивное сопротивление фазы трансформатора:

Индуктивность фазы трансформатора:
