Файл: Пояснительная записка выпускной квалификационной работы содержит 55 страниц формата А4, 12 рисунков, 8 таблиц, 5 используемых источников информации.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 55
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1.1 Назначение, состав и техническая характеристика механизма
1.3 Требования, предъявляемые к приводу
2 Расчёт мощности и выбор двигателя
2.1 Расчёт статических моментов
2.2 Предварительный выбор двигателя
2.3 Расчёт нагрузочной диаграммы
2.4 Проверки двигателя по нагреву и перегрузочной способности
3 выбор и характеристика основного электрооборудования
3.1 Выбор и характеристика преобразователя частоты
3.2 Выбор и характеристика силового трансформатора
4 Расчёт и построение статических характеристик
5.1 Защита от перегрузки и коротких замыканий
6 Разработка системы управления мехатронной системой
4 Расчёт и построение статических характеристик
Механическая характеристика может быть получена из формулы Клосса [3]:
где
 – критический момент двигателя;
– критический момент двигателя; – скольжение;
– скольжение; – скольжение, при критическом моменте.
– скольжение, при критическом моменте.
где
 – активное сопротивление статорной обмотки;
– активное сопротивление статорной обмотки; – приведённое активное сопротивление роторной обмотки.
– приведённое активное сопротивление роторной обмотки.Для двигателей мощностью большей 5 кВт можно принять
 равным нулю без больших погрешностей [3]. Тогда формула Клосса упростится до:
равным нулю без больших погрешностей [3]. Тогда формула Клосса упростится до:
Критический момент в зависимости от частоты и напряжения выражается:
где
 – номинальный критический момент;
– номинальный критический момент; – номинальное фазное напряжение;
– номинальное фазное напряжение; – номинальная частота.
– номинальная частота.Из формулы (66) следует, что при увеличении частоты критический момент будет уменьшаться. Для того, чтобы поддерживать постоянный критический момент, надо увеличивать напряжение по следующей зависимости:

Скорость двигателя из скольжения выводится так:

По формулам (65) и (67) построим естественную механическую характеристику, а также механическую характеристику с частотой, равной 70 Гц с коррекцией момента напряжением и без.
Полученные графики отображены на рисунке 5.
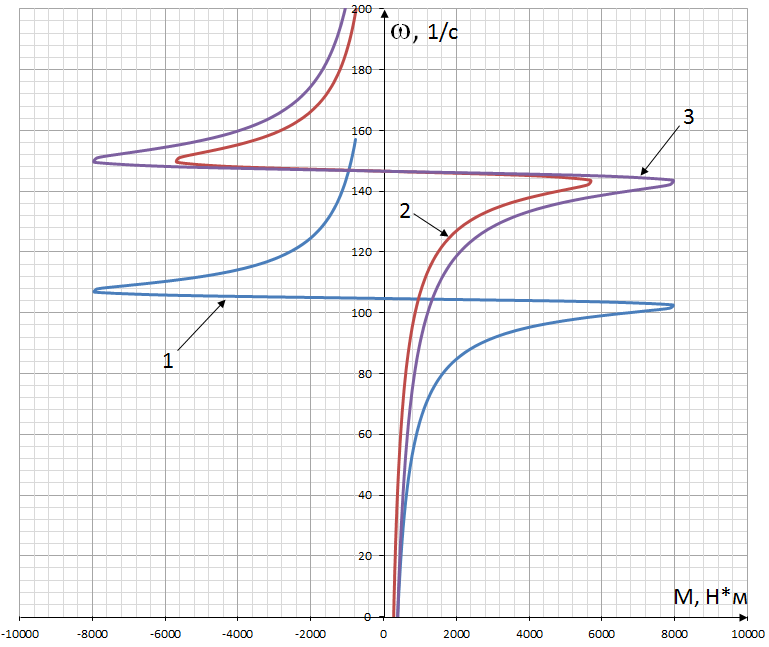
Рисунок 5 – Механические характеристики АД двигателя SIEMENS 1MA8-317–6BD: 1 – естественная характеристика; 2 – характеристика с частотой, равной 1,4 номинальной частоты; 3 – характеристика с частотой, равной 1,4 номинальной частоты и напряжением, равным 1,18 номинального напряжения
5 Защита электропривода
5.1 Защита от перегрузки и коротких замыканий
Для защиты силовых вентилей полупроводниковых преобразователей при внешних и внутренних коротких замыканиях применяются быстродействующие плавкие предохранители.
Плавкий предохранитель выбирается исходя из следующих условий [4]:



Этим условиям удовлетворяют два расположенных параллельно предохранителя TESYS FUSE NH4 (DF2LA1251) фирмы Schneider Electric со следующими параметрами:


Автоматические выключатели являются защитными аппаратами многократного действия и предназначены для защиты электроприводов и преобразователей электрической энергии от внешних коротких замыканий и перегрузок.
Выбор автоматического выключателя для электродвигателя и непосредственного преобразователя частоты (устанавливается на стороне напряжения низкой частоты) совершается исходя из следующих условий [4]:


Этим условиям соответствует автоматический выключатель Compact NSX LV432975 фирмы Schneider Electric с рабочим напряжением 690 В и уставкой тока в диапазоне до 500 А.
5.2 Защита от перенапряжений
В комплекте с преобразователем частоты ATV 71HC28N4 идёт сетевой дроссель VW3 A4 564 параметры которого представлены в таблице 8.
Сетевой дроссель обеспечивает лучшую защиту от
перенапряжений и уменьшает гармоники тока, вырабатываемые преобразователем частоты.
Таблица 8 – Параметры сетевых дросселей VW3 A4 564
| Номинальное напряжение | Номинальная частота | Индуктивность | Номинальный ток | Ток насыщения | Потери |
| 380 – 480 В | 50 – 60 Гц | 0,038 мГн | 613 А | 1150 А | 307 Вт |
Также в комплект выбранного преобразователя входит пассивный фильтр VW3 A4 612, который представлен на рисунке 6. Он позволяет уменьшить гармоники тока с полным уровнем искажения до 10%.
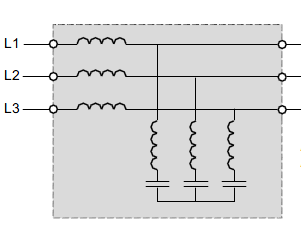
Рисунок 6 – Принципиальная схема пассивного фильтра VW3 A4 612
Также преобразователь частоты снабжён входными фильтрами подавления радиопомех в соответствии со стандартом МЭК/EN 61800-3, второе издание, категория C2 или C3 для окружения 1 или 2, относящемуся к приводным устройствам регулирования скорости и требованиям ЕС по электромагнитной совместимости (ЭМС).
И ещё ПЧ имеет дополнительные входные фильтры ЭМС VW3 A4 411. Эти фильтры предназначены для уменьшения наведённого излучения в сети ниже пределов, установленных стандартами EN 55011, группа 1, класс A или B и МЭК/EN 61800/3, категория C2 или C3.
5.3 Контроль изоляции
Перед преобразователем частоты и после него ставится узел контроля изоляции тока на землю типа Vigilohm XL308 фирмы Schneider Electric, который имеет следующие параметры:
-
Линейное напряжение: до 1700 В; -
Электрическая прочность: 2500 В; -
Уставка предупредительного сигнала: 1 – 299 кОм; -
Уставка срабатывания сигнализации: 0,2 – 99,9 кОм.
6 Разработка системы управления мехатронной системой
В зависимости от требований, предъявляемых к электроприводу лебедки, ограничения скорости и крутящего момента требуются как с точки зрения динамики, так и с точки зрения статики. Это может обеспечить только векторный контроль. Этот контроль достигает динамических характеристик, близких к двигателю постоянного тока. Это достигается путем раздельного управления компонентами тока статора, отвечающими за момент и поле. Таким образом, точное управление крутящим моментом становится возможным.
Мы выбираем векторную систему управления с косвенным регулированием координат, которая программно реализована на основе микроконтроллера Simovert MD VectorControl, где информация о векторах потокосцепления АД получается косвенным образом на основе математических моделей. В этом случае базовая структура представляет собой управляющую структуру с непрямой ориентацией вдоль вектора магнитного потока ротора и модульным принципом структуры системы управления.
Система имеет два основных канала управления: канал управления угловой скоростью и канал управления модулем потокосцепления ротора 2 АД. Также система имеет 2 подчиненных им внутренних контура регулирования составляющих тока статора I1x и I1у в осях х и у ортогональной системы координат, вращающейся с синхронной скоростью 0 электромагнитного поля двигателя.
Для моделирования цепи необходимо знать величины индуктивности и сопротивления цепи ротора и статора, а также индуктивность цепи намагничивания. Необходимые данные определяем ниже.
Скорость вращения магнитного поля определяется выражением:

где
 – номинальная частота питающей сети, Гц.
– номинальная частота питающей сети, Гц.Величина номинального скольжения вычисляется по формуле:

где
 – номинальная скорость двигателя, об/мин.
– номинальная скорость двигателя, об/мин.Номинальная угловая скорость вращения ротора рассчитывается по формуле:

Угловая скорость вращения магнитного поля находится:

Номинальный, максимальный и пусковой моменты определяем следующим образом:


Критическое скольжение по формуле:

Механические потери равны:

Коэффициент приведения:

Номинальное фазное напряжение находим по формуле:
Приведённое активное сопротивление ротора равно:
Величина активного сопротивления статора определяется:
Подставив данные, получим:
Приведенная индуктивность рассеяния ротора:

Индуктивность статора найдем по выражению:
Подставим нужные значения и получим:

Индуктивность контура намагничивания рассчитывается следующим образом:
Подставляем данные: