Файл: 1. Конструктивные особенности лопаток турбины 5 Материалы, применяемые при изготовлении лопаток турбины 9.docx
Добавлен: 07.11.2023
Просмотров: 412
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
проблем авторы, используя систему контроля, поддерживали постоянной температуру ванны расплава, изменяя мощность лазерного излучения, рисунок 1.22.

ИК-температурный и
лазерный сигналы, В

Наплавленная тонкая
стенка
Рисунок 1.22. Восстановление гребешка бандажной полки лопатки с использованием контроля температуры ванны расплава: а – результаты измерения температуры ванны расплава в ИК-диапазоне при переменном сигнале ПИД-регулятора источнику лазерного излучения; б – геометрия наплавленных слоёв; в – поперечный макрошлиф наплавленных слоёв [57].
Таким образом, использование системы контроля температуры ванны расплава при лазерной наплавке обеспечило высокую геометрическую точность и технологическую прочность наплавленных слоёв с мелкозернистой структурой и равномерным распределением твёрдости.
Другим перспективным путем развития технологии ремонта лопаток ГТД является разработка автоматизированных комплексов, объединяющих в себе системы контроля (лазерные радары, лазерные треккеры или контактно- измерительные датчики), механообработки (как предварительной, так и последующей) и лазерной наплавки, либо некоторые из этих систем [1].
Один из таких комплексов был реализован в проекте Reclaim, выполняемом консорциумом английских компаний: Renishaw, Electrox, TWI, Precision Engineering Technologies, Cummins Turbo Technologies, Airfoils Technology International и университетом Де Монфор. Программное обеспечение разрабатывалось компанией Delcam [1].
Данный комплекс оснащён системами контроля геометрии обрабатываемого изделия, механической обработки и лазерной наплавки, обеспечивающими полный цикл обработки лопатки. Цикл восстановления лопатки состоит из нескольких этапов [58]:
1) система контроля на базе 5-и осевого координатного станка с использованием контактного измерительного метода сканирует повреждённую лопатку со скоростью перемещения контактного датчика 300 мм/мин и скоростью сканирования 1000 точек/сек с точностью измерения 10 мкм (рисунок 1.22а);
2) полученная в программном обеспечении (ПО) Power Inspect трёхмерная модель лопатки передаётся в ПО Power Shape для её сравнения с исходной моделью;
3) результаты сравнения передаются в ПО Power Mill для разработки технологии механической обработки дефектной поверхности лопатки;
3) после механической обработки осуществляется процесс восстановления поверхности лопатки с использованием технологии лазерной наплавки (рисунок 1.23 б);
4) после восстановления лопатка подвергается окончательной механической обработке (рисунок 1.23 в).
Использование данного комплекса позволяет сэкономить время и средства, устранив транспортировку изделия в процессе её ремонта.



Также необходимо упомянуть об автоматизированном лазерном комплексе LaserTec 65 3D фирмы DMG Mori [59], объединяющем в себе системы лазерной наплавки, механической обработки и системы контроля геометрии изделия. Данный комплекс по своим техническим параметрам и технологическим возможностям вполне может быть использован при ремонте лопаток.
В результате ремонта лопаток с использованием данного комплекса были получены наплавленные валики
удовлетворительного качества: с хорошим сплавлением и незначительным количеством пор, рисунок 1.24.
Схожий по техническим характеристикам комплекс изготовлен сотрудниками института Fraunhofer и описан в рекламном буклете [60]. Комплекс предназначен для восстановления лопаток ГТД, изготовленных из никелевых сплавов. В комплексе автоматизирован процесс подбора параметров режима лазерной наплавки с учётом геометрии лопатки [1].
На основании выполненной работы можно сделать следующие выводы:
1. Для обеспечения высокого КПД турбины большое значение имеет предотвращение утечек через радиальный зазор между рабочими лопатками и статором. С целью уменьшения перетекания газов на рабочих лопатках применяют бандажные полки с гребешками лабиринтного уплотнения. Износ лопаток и изменение её формы и геометрических размеров приводит к снижению эффективности турбины.
2. РЛ турбин в процессе эксплуатации подвергаются действию статических, динамических и циклических нагрузок, испытывают циклические, термические напряжения, работают в условиях агрессивной газовой среды при высокой температуре, подвергаются механическому износу. Под воздействием перечисленных факторов происходит разрушение тела лопаток. С экономической точки зрения ремонт изношенных лопаток имеет большую целесообразность по сравнению с полной заменой.
3. Рабочие лопатки из жаропрочных никелевых сплавов изготавливаются как методами пластической деформации, так и методами литья, в том числе с направленной дендритной и монокристаллической структурой. Литейные технологии ЖНС позволяют получать лопатки с большей жаропрочностью. Однако с повышением жаропрочности сплава, усложняется его химический состав и, одновременно, снижается свариваемость. В зависимости от сплава и особенностей сварного соединения для ЖНС характерны как горячие, так и холодные трещины. Получение бездефектной микро- и макроструктуры ЖНС при сварке/наплавке является сложной задачей, требующей как научного подхода к пониманию физических процессов, протекающих в изделии в процессе обработки, так и технологических приёмов, реализующих благоприятное протекание этих процессов.
4. Существующие методы восстановления работоспособности турбинных лопаток имеют ряд технологических ограничений:
• Методами высокотемпературной вакуумной термообработки возможно лишь восстановление внутренней микроструктуры лопаток. Применение горячего изостатического прессования позволяет так же залечивать микротрещины.
• Технологию диффузионной пайки используют для ремонта трещин в некритичных областях стационарных компонентов ГТД.
• Способы ремонтной электродуговой наплавки рабочих лопаток индустриальных ГТД характеризуются низкой эффективностью. Формируется значительный объём расплава и протяжённая зона термического влияния с крупнозернистой структурой. Выделение γ-фазы из твёрдого раствора в ЗТВ и металле шва приводит к значительным сварочным деформациям и трещинам. Помимо этого, данным методам характерны припуски до нескольких миллиметров на последующую механическую обработку, низкая производительность и точность обработки.
• Электронно-лучевые методы сварки и наплавки хорошо зарекомендовали себя, вследствие высокой плотности мощности в зоне обработки, что позволяет минимизировать энерговложение в обрабатываемый материал и избавиться от дефектов, характерных для дуговых методов сварки. Однако главным ограничением электронно-лучевых технологий сварки и наплавки является необходимость создания глубокого вакуума. Как следствие стоимость оборудования, производительность процесса и размеры обрабатываемых изделий зависят от размеров рабочей камеры.
• Методы лазерной наплавки имеют преимущества, схожие с преимуществами электронно-лучевой наплавки. В отличие от электронно- лучевых, лазерные технологии не требуют создания вакуума, что позволяет производить обработку в локальной газовой защите ванны расплава. Однако существующие методы ремонтной лазерной наплавки не в полной мере удовлетворяют производственные потребности:
o В качестве присадочных материалов используются материалы, обладающие хорошей свариваемостью, снижая тем самым жаропрочность восстановленной зоны;
o При использовании присадочных материалов с высокой жаропрочностью не исключено появление горячих и холодных трещин, пор и снижение твёрдости восстановленного участка;
o Обеспечение отсутствия трещин в наплавленном металле из высокожаропрочных трудносвариваемых сплавов требует дополнительных средств мониторинга процесса с функцией обратной связи.
o Неудовлетворительное формирование геометрии восстановленного элемента – нехватка или избыточность наплавленного металла.
ИК-температурный и
лазерный сигналы, В
Наплавленная тонкая
стенка
Рисунок 1.22. Восстановление гребешка бандажной полки лопатки с использованием контроля температуры ванны расплава: а – результаты измерения температуры ванны расплава в ИК-диапазоне при переменном сигнале ПИД-регулятора источнику лазерного излучения; б – геометрия наплавленных слоёв; в – поперечный макрошлиф наплавленных слоёв [57].
Таким образом, использование системы контроля температуры ванны расплава при лазерной наплавке обеспечило высокую геометрическую точность и технологическую прочность наплавленных слоёв с мелкозернистой структурой и равномерным распределением твёрдости.
Другим перспективным путем развития технологии ремонта лопаток ГТД является разработка автоматизированных комплексов, объединяющих в себе системы контроля (лазерные радары, лазерные треккеры или контактно- измерительные датчики), механообработки (как предварительной, так и последующей) и лазерной наплавки, либо некоторые из этих систем [1].
Один из таких комплексов был реализован в проекте Reclaim, выполняемом консорциумом английских компаний: Renishaw, Electrox, TWI, Precision Engineering Technologies, Cummins Turbo Technologies, Airfoils Technology International и университетом Де Монфор. Программное обеспечение разрабатывалось компанией Delcam [1].
Данный комплекс оснащён системами контроля геометрии обрабатываемого изделия, механической обработки и лазерной наплавки, обеспечивающими полный цикл обработки лопатки. Цикл восстановления лопатки состоит из нескольких этапов [58]:
1) система контроля на базе 5-и осевого координатного станка с использованием контактного измерительного метода сканирует повреждённую лопатку со скоростью перемещения контактного датчика 300 мм/мин и скоростью сканирования 1000 точек/сек с точностью измерения 10 мкм (рисунок 1.22а);
2) полученная в программном обеспечении (ПО) Power Inspect трёхмерная модель лопатки передаётся в ПО Power Shape для её сравнения с исходной моделью;
3) результаты сравнения передаются в ПО Power Mill для разработки технологии механической обработки дефектной поверхности лопатки;
3) после механической обработки осуществляется процесс восстановления поверхности лопатки с использованием технологии лазерной наплавки (рисунок 1.23 б);
4) после восстановления лопатка подвергается окончательной механической обработке (рисунок 1.23 в).
Использование данного комплекса позволяет сэкономить время и средства, устранив транспортировку изделия в процессе её ремонта.
| а | б | в |
| Рисунок 1.23. Технологические операции, выполняемые в процессе ремонта лопатки на комплексе Reclaim: а – контроль геометрии лопатки; б – лопатка после лазерной наплавки; в – процесс окончательной механической обработки лопатки | ||
Также необходимо упомянуть об автоматизированном лазерном комплексе LaserTec 65 3D фирмы DMG Mori [59], объединяющем в себе системы лазерной наплавки, механической обработки и системы контроля геометрии изделия. Данный комплекс по своим техническим параметрам и технологическим возможностям вполне может быть использован при ремонте лопаток.
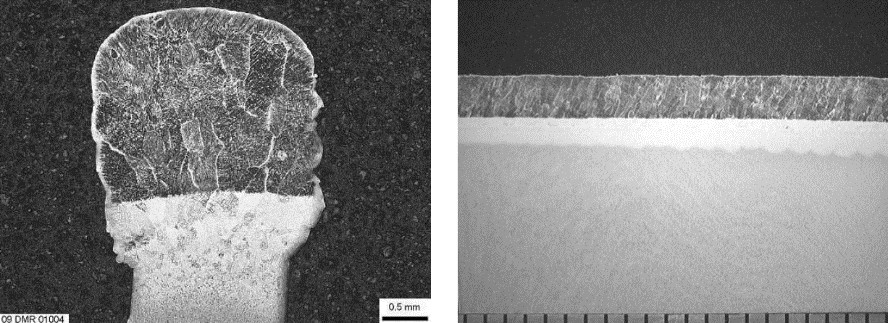
В результате ремонта лопаток с использованием данного комплекса были получены наплавленные валики
удовлетворительного качества: с хорошим сплавлением и незначительным количеством пор, рисунок 1.24.
| а | б |
| Рисунок 1.24. Поперечный (а) и продольный (б) микрошлифы наплавленных в процессе восстановления лопатки валиков [59]. | |
Схожий по техническим характеристикам комплекс изготовлен сотрудниками института Fraunhofer и описан в рекламном буклете [60]. Комплекс предназначен для восстановления лопаток ГТД, изготовленных из никелевых сплавов. В комплексе автоматизирован процесс подбора параметров режима лазерной наплавки с учётом геометрии лопатки [1].
Выводы
На основании выполненной работы можно сделать следующие выводы:
1. Для обеспечения высокого КПД турбины большое значение имеет предотвращение утечек через радиальный зазор между рабочими лопатками и статором. С целью уменьшения перетекания газов на рабочих лопатках применяют бандажные полки с гребешками лабиринтного уплотнения. Износ лопаток и изменение её формы и геометрических размеров приводит к снижению эффективности турбины.
2. РЛ турбин в процессе эксплуатации подвергаются действию статических, динамических и циклических нагрузок, испытывают циклические, термические напряжения, работают в условиях агрессивной газовой среды при высокой температуре, подвергаются механическому износу. Под воздействием перечисленных факторов происходит разрушение тела лопаток. С экономической точки зрения ремонт изношенных лопаток имеет большую целесообразность по сравнению с полной заменой.
3. Рабочие лопатки из жаропрочных никелевых сплавов изготавливаются как методами пластической деформации, так и методами литья, в том числе с направленной дендритной и монокристаллической структурой. Литейные технологии ЖНС позволяют получать лопатки с большей жаропрочностью. Однако с повышением жаропрочности сплава, усложняется его химический состав и, одновременно, снижается свариваемость. В зависимости от сплава и особенностей сварного соединения для ЖНС характерны как горячие, так и холодные трещины. Получение бездефектной микро- и макроструктуры ЖНС при сварке/наплавке является сложной задачей, требующей как научного подхода к пониманию физических процессов, протекающих в изделии в процессе обработки, так и технологических приёмов, реализующих благоприятное протекание этих процессов.
4. Существующие методы восстановления работоспособности турбинных лопаток имеют ряд технологических ограничений:
• Методами высокотемпературной вакуумной термообработки возможно лишь восстановление внутренней микроструктуры лопаток. Применение горячего изостатического прессования позволяет так же залечивать микротрещины.
• Технологию диффузионной пайки используют для ремонта трещин в некритичных областях стационарных компонентов ГТД.
• Способы ремонтной электродуговой наплавки рабочих лопаток индустриальных ГТД характеризуются низкой эффективностью. Формируется значительный объём расплава и протяжённая зона термического влияния с крупнозернистой структурой. Выделение γ-фазы из твёрдого раствора в ЗТВ и металле шва приводит к значительным сварочным деформациям и трещинам. Помимо этого, данным методам характерны припуски до нескольких миллиметров на последующую механическую обработку, низкая производительность и точность обработки.
• Электронно-лучевые методы сварки и наплавки хорошо зарекомендовали себя, вследствие высокой плотности мощности в зоне обработки, что позволяет минимизировать энерговложение в обрабатываемый материал и избавиться от дефектов, характерных для дуговых методов сварки. Однако главным ограничением электронно-лучевых технологий сварки и наплавки является необходимость создания глубокого вакуума. Как следствие стоимость оборудования, производительность процесса и размеры обрабатываемых изделий зависят от размеров рабочей камеры.
• Методы лазерной наплавки имеют преимущества, схожие с преимуществами электронно-лучевой наплавки. В отличие от электронно- лучевых, лазерные технологии не требуют создания вакуума, что позволяет производить обработку в локальной газовой защите ванны расплава. Однако существующие методы ремонтной лазерной наплавки не в полной мере удовлетворяют производственные потребности:
o В качестве присадочных материалов используются материалы, обладающие хорошей свариваемостью, снижая тем самым жаропрочность восстановленной зоны;
o При использовании присадочных материалов с высокой жаропрочностью не исключено появление горячих и холодных трещин, пор и снижение твёрдости восстановленного участка;
o Обеспечение отсутствия трещин в наплавленном металле из высокожаропрочных трудносвариваемых сплавов требует дополнительных средств мониторинга процесса с функцией обратной связи.
o Неудовлетворительное формирование геометрии восстановленного элемента – нехватка или избыточность наплавленного металла.