Добавлен: 07.11.2023
Просмотров: 338
Скачиваний: 4
СОДЕРЖАНИЕ
ОПРЕДЕЛЕНИЯ, ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
Химизм, механизм и кинетика реакций
Технологическое оформление процесса получения МТБЭ
Схема получения МТБЭ IFP показана на рисунке 1.4.
Схема технологии НИИМСК показана на рисунке 1.6.
Описание принципиальной технологической схемы
Принципиальная технологическая схема производства МТБЭ представлена на рисунке 2.1.
Материальный баланс производства
Определение количества образующихся ТМК и ДИБ
Расчет годового материального баланса
Технологический расчет основного оборудования
Геометрические размеры реактора
3 Контрольно-измерительные приборы и автоматизация производства
Схема автоматизации реакторного узла представлена на рисунке 3.1.
Спецификация приборов КИП и А основного реакторного узла представлена в таблице 3.1.
СОДЕРЖАНИЕ
ОПРЕДЕЛЕНИЯ, ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
МТБЭ – метил-трет-бутиловый эфир;
ИИФ – изобутан-изобутиленовая фракция;
ТМК – триметилкарбинол;
ДИБ – диизобутилен;
ДМЭ – диметиловый эфир;
 – химический выход;
– химический выход; – селективность;
– селективность;P – давление, МПа;
t – температура °С;
dВН – внутренний диаметр трубок реактора, м;
δ – толщина стенок трубок реактора, м;
dН – наружный диаметр трубок реактора, м.
ВВЕДЕНИЕ
Пандемия Covid-19 внесла свои коррективы на рынке метил-трет-бутилового эфира. Экспорт метил-трет-бутилового эфира (МТБЭ) из России значительно сократился — на 271,6 тыс. т относительно 2019 г., до 223,5 тыс. т, согласно данным железнодорожной статистики. Что представляет собой минимальное значение с 2016 г., когда на экспорт было отправлено 264 тыс. т.
Сокращение зарубежных поставок произошло в условиях сокращения производства эфира на местных нефтехимических комплексах, помимо этого, вследствие дефицита компонентов собственного производства на нефтеперерабатывающих заводах ввиду пандемии Covid-19.
Число заводов-экспортеров не изменилось, однако география зарубежных поставок сократилась. В 2019 году перестали отгружать МТБЭ в порты Балтийск (Калининградская обл.), Клайпеда (Литва) и Темрюк (Краснодарский край), а также в Афганистан и Монголию.
Поставки присадок для моторного топлива МТБЭ на рынок России снижаются шестой год подряд после пикового значения 912,6 тыс. т в 2014 г. Это следствие реализации программы модернизации нефтеперерабатывающих заводов, суть которой заключается в увеличении доли производства собственных компонентов бензина на заводах.
Не экологичность МТБЭ стала ключевым признаком для отказа в использовании в качестве добавки в автомобильные бензины в США и некоторых странах Европы. Однако в нашей стране метил-трет-бутиловый эфир является присадкой, которую допускается добавлять в бензин.
1 Литературный обзор
-
Физико-химические основы процесса
Законодательство многих стран современного мира регламентирует жесткие требования по отношению к качеству моторных топлив. Это вносит свои коррективы в структуру нефтеперерабатывающих заводов.
«Экологически чистые» или «реформулированные» бензины – новое название для моторных топлив, подходящих под совокупность новых требований к качественному составу.
Как следствие, бензины каталитического крекинга будут менее применимы (из-за высокого содержания ароматических и олефиновых углеводородов). С пиробензинами и рафинатными бензинами такая же ситуация.
Требования ЕС к бензинам указаны в таблице 1.1.
Таблица 1.1 – Требования к автобензинам (Евро-3 и Евро-4)
| Показатель | Евро-3 (2000 год) | Евро-4 (2016 год) |
| предельная концентрация бензола,% | 1 | 1 |
| предельная концентрация серы, ppm | 150 | 30 |
| предельная концентрация ароматических углеводородов, % | 42 | 30 |
| предельная концентрация олефиновых углеводородов, % | 18 | 14 |
| предельная концентрация кислорода | 2,3 | 2,7 |
| присутствие моющих присадок | обязательно | обязательно |
На первое место выходят процессы алкилирования, изомеризации, а также получение МТБЭ и других кислородсодержащих высокооктановых компонентов моторных топлив.
В таблице 1.2 представлены наиболее значимые характеристики эфиров, которые добавляют в бензин.
Таблица 1.2 – Основные показатели эфиров, добавляемых в бензин
| Показатель | МТБЭ | ЭТБЭ | ИПТБЭ | ТАМЭ | ДИПЭ | примечание |
| Октановое число (исследовательским методом) | 117,0 | 119,0 | 120,0 | 112,0 | 110,0 | |
| Октановое число (моторным методом) | 103,0 | 105,0 | 106,0 | 98,0 | 100,0 | |
| содержание эфира в бензине, % об. | 11,0 | 12,70 | 14,40 | 12,70 | 12,70 | до 2% содержания О2 в бензине |
| 15,10 | 17,20 | 19,40 | 17,20 | 17,20 | до 2,7% содержания О2 в бензине | |
| Tкип., ˚C | 55,0 | 73,0 | 87,0 | 86,0 | 68,0 | |
| растворимость в воде, %, при 20 ˚C | 4,80 | 0,10 | 0,050 | 0,20 | 0,20 | |
Использование присадок к автобензинам на основе МТБЭ оказывает положительное влияние на топливную систему и двигатель автомобиля – уменьшает вероятность преждевременного износа и, как результат применения присадки, увеличивает детонационную стойкость и полноту сгорания бензина.
Метил-трет-бутиловый эфир синтезируется по реакции присоединения изобутилена с метанолом в кислой среде [1].
Процесс заключается в получении высокооктановой кислородсодержащей добавки к автомобильным бензинам посредством алкилирования метилового спирта изобутиленовой фракцией.
По реакции целевым компонентом является МТБЭ (метил-трет-бутиловый эфир), однако выделение МТБЭ достаточно сложный процесс, так как присутствие метанола делает процесс очистки более сложным. Приведем основные свойства МТБЭ в таблице 1.3.
Таблица 1.3 – Физические свойства МТБЭ
| Показатель | Значение |
| Температуры, °C | |
| плавления | -108,60 |
| кипения | 55,20 |
| вспышки | -28,0 |
| ПДК в воздухе рабочей зоны не более, мг/м³ | 100,0 |
| ПДК в окружвющем воздухе не более, мг/м³ | 0,50 |
| Опасная летальная доза, г/кг | 4,0 |
| Плотность при 20°С, кг/м3 | 740,05 |
Так как МТБЭ является компонентом автомобильных бензинов, он хорошо растворим в них.
Характеристики октановых чисел:
-
исследовательским методом – 115-135; -
моторным методом – 100-101.
В промышленности продукт получают в одну стадию посредством присоединения метанола к 2-метилпропену (изобутилену). Условия процесса
температура 75°С при среднем давлении внутри колонны до 1,2 МПа.
- 1 2 3 4 5 6 7 8 9 ... 18
Химизм, механизм и кинетика реакций
Ключевая реакция является обратимой и экзотермичной. Поэтому снижение температуры способствует смещению равновесия в сторону образования МТБЭ.
Механизм реакции – цепной карбкатионный. Описан ниже:
-
Протонирование гидрид-ионом кислотного катализатора:

-
Третичный бутеновый карбкатион вступает в реакцию с метанолом (при избытке):
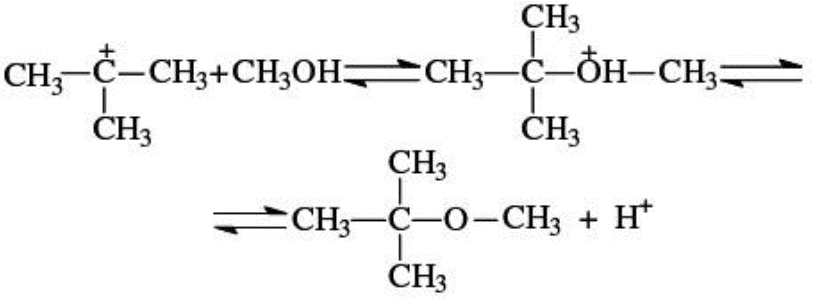
-
Протон, который отделился, реагирует с изобутиленом (стадия 1) -
Обрыв цепи происходит регистрируется при возврате протона к катализатору
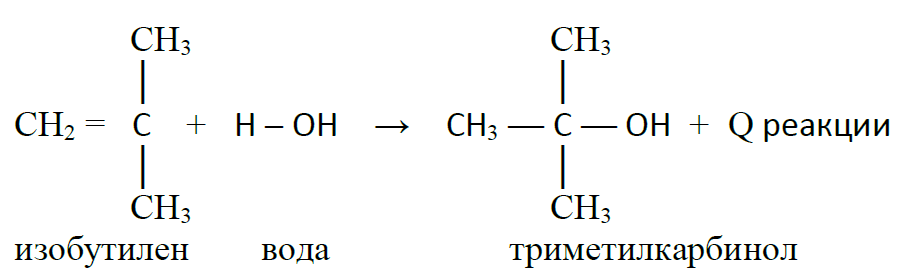
Помимо ключевой реакции проходят некоторые побочные:
а) образование триметилкарбинола при гидратации изобутилена:
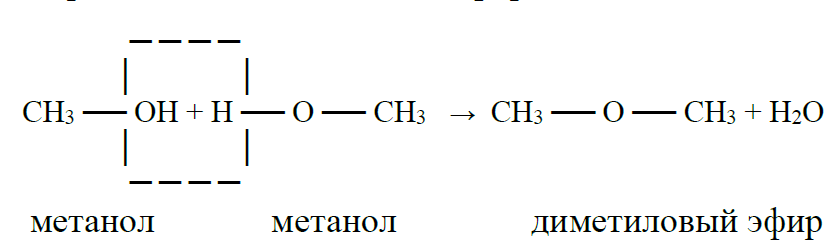
б) образование диметилового эфира
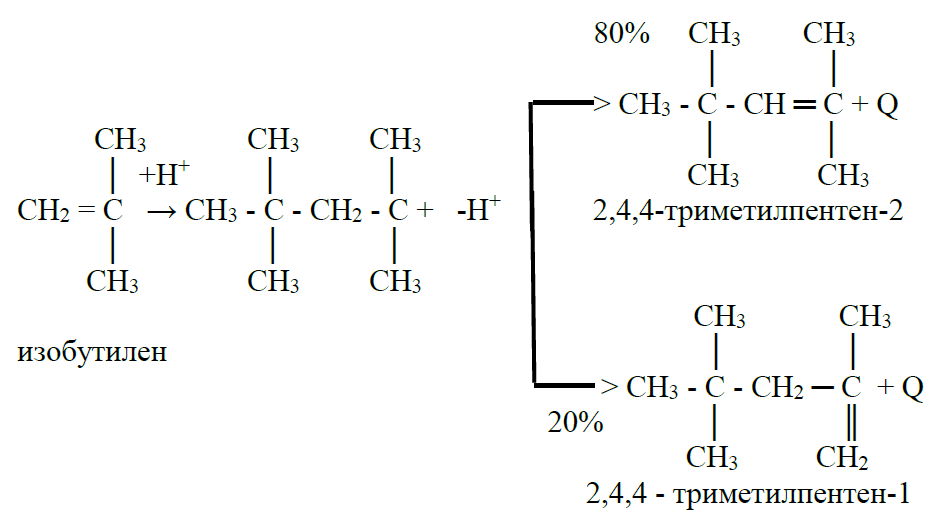
в) образование изомеров диизобутилена при димеризации изобутилена
С целью снижения доли побочных реакций процесс ведут с некоторым избытком метилового спирта. Таким образом ограничивается реакция димеризации изобутилена [2].
Так как основная реакция равновесна, а степень превращения повышается с уменьшением температуры и избытке метилового спирта, различное аппаратное исполнение и регулирование процесса позволяет достичь наибольшую конверсию. Одним из самых распространенных методов выступает снижение температуры в заключительном реакционном пространстве.
Распространено два способа получения метил-трет-алкиловых эфиров и трет-олефинов и спиртов. В данных способах используются катализаторы на основе кислоты:

Система находится в равновесии, однако для ускорения процесса точку равновесия смещают при росте давления и сокращения температуры.
В качестве катализаторов обычно применяют кислые растворы (катализаторы Фриделя-Крафтса, сульфокислоты), кислоты (борная кислота, фосфорная, серная или фосфорные кислоты), кислота минеральная
Самым экономически выгодным и эффективным является использования серной кислоты при температурах от 50…120°С и давлении 1,0…2,0 МПа, уже при концентрации кислоты в 50% конверсия изобутилена в МТБЭ уже получается до 98%).
Менее эффективнее является применение фосфорных кислот и кислоты на основе бора, при их использовании потребуется более высокая температура порядка 140…150°С. Однако такая высокая температура будет негативно сказываться на термодинамическое влияние процесса, константа равновесия будет смещается в сторону разрушения эфирных соединений, в таком случает число подобных реакций явно возрастает и селективность по целевому компоненту МТБЭ падает, за счёт разности энергии активации.
Как известно, кислоты обладают повышенной коррозийностью, поэтому использование гомогенных катализаторов предполагает применения аппаратов из дорогостоящих материалов. Ещё один недостаток катализаторов гомогенного типа – это выделение катализаторного слоя из реакционной смеси. Применение катализаторов гетерогенного ряда более предпочтительнее
Гетерогенные катализаторы представляют из себя в основном оксиды металлов, такие как оксиды никеля, оксиды алюминия и другие, также могут применяться группы сульфонового ряда или карбоксильные соединения, а также типовые активированные угли, цеолиты, ионнообменные комплексные смолы и соли на твердых носителях.
Оксиды металлов и другие катализаторы менее эффективны чем серная кислота. Поэтому применение этих катализаторов подразумевает высокие температуры (около 100°С). В процессе изучения каталитических свойств гетерогенных кислот и их серебренных и медных солей на носителе, было получено, что сами кислоты несколько активнее оксидов металла и конечная селективность сильно зависит от физико-химических параметров соединения, при этом рост селективности осуществляется в ряду SiO2>Al2O3>MgO. Еще одним недостатком данных катализаторов является трудоемкая технология изготовления.