ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 284
Скачиваний: 2
СОДЕРЖАНИЕ
1 Анализ исходных данных и известных решений по ремонту ковша экскаватора ELAZ 880 Bl
1.2 Сведения о материале ковша экскаватора ELAZ 880 Bl и оценка его свариваемости
1.3 Базовая технология ремонтной сварки ковша экскаватора ELAZ Bl 880
1.4 Обоснование выбора способа ремонтной сварки ковша экскаватора ELAZ Bl 880
1.5 Формулировка задач выпускного квалификационного проекта
2 Технологический процесс ремонта ковша экскаватора ELAZ 880BL
3 Выбор оборудования для ремонта ковша экскаватора
3.4 Источник питания и подающий механизм
4 Безопасность и экологичность технического объекта
4.2 Идентификация профессиональных рисков
4.3 Методы и средства снижения профессиональных рисков
4.4 Обеспечение пожарной безопасности
4.5 Обеспечение экологической безопасности технического объекта
5 Оценка экономической эффективности выпускной квалификационной работы
5.2 Расчёт фонда времени работы оборудования
5.4 Расчёт заводской себестоимости вариантов технологии
5.5 Оценка капитальных затрат по базовой и проектной технологиям
5.6 Расчёт показателей экономической эффективности
3 Выбор оборудования для ремонта ковша экскаватора
3.1 Шлифовальная машина
Угловая шлифовальная машина (рисунок 15) это ручной электроинструмент, предназначенный для зачистки и резки металлических, цементных, гранитных и мраморных поверхностей. При использовании специальной оснастки такой как “Щетка чашка” можно выполнить грубую обработку поверхности от оксидов и других нежелательных загрязнений на металле.
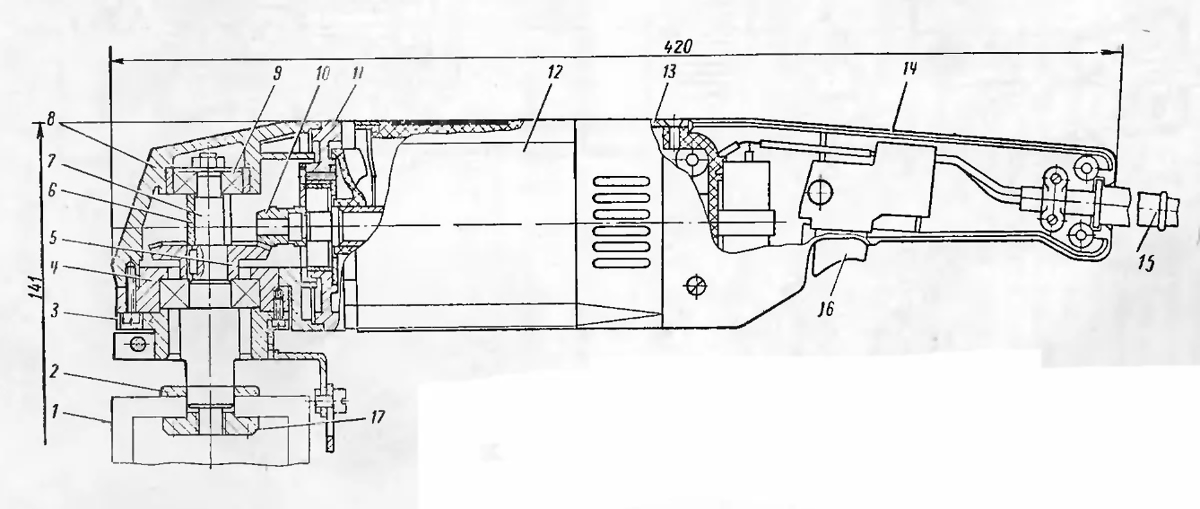
Рисунок 15 - Угловая шлифовальная машина ИЭ-2106
Общее устройство УШМ ИЭ-2106: 1 - шлифовальный круг; 2 - фланец; 3 - крышка; 4 - стакан; 5 - зубчатое колесо; 6 - втулка; 7 - шпиндель; 8 - корпус редуктора; 9 - подшипник; 10 - шестерня; 11 - промежуточный щит; 12 - электродвигатель; 13 - крышка щеткодержателя; 14 - ручка; 15 - трубка; 16 - выключатель; 17 – фланец.
Технические характеристики шлифовальной машины: 1) Мощность - 0,6 кВт; 2) Частота вращения - 7200 об/м; 3) Напряжение - 220 В; 4) Производительность - 30 м²/ч; 5) Диаметр диска - 80 мм; 6) Габариты - 420x108x141 мм.
3.2 Кромкофрезерная машина
Ручная кромкофрезерная машина ЕКФ 450 с торцевой фрезой (рисунок 16) предназначена для обработки прямолинейных, а так же наружных или внутренних радиусных кромок на листовых материалах и трубах различного сечения изготовленных из углеродистых и нержавеющих сталей, алюминия и его сплавов, а так же твердых полимеров.

Рисунок 16 – Кромкофрезерная машина ЕКФ 450 с торцевой фрезой
Технические характеристики шлифовальной машины:
1) Мощность - 1,5 кВт;
2) Частота вращения - 6000 об/м;
3) Напряжение - 220 В;
4) Радиус фаски - 2,5;
5) Габариты - 330х138х295 мм.
3.3 Ударная дрель
Сетевая ударная дрель ЗДУ-780 ЭРКМ2 это ручной электроинструмент, предназначенный для сверления отверстий в различных материалах. Плавное начало сверления предотвращает увод сверла и обеспечивает правильность выполнения отверстий, а сам инструмент надёжно зафиксирован благодаря ключевому патрону.

Рисунок 17 – Сетевая ударная дрель ЗДУ-780 ЭРКМ2
Технические характеристики ударной дрели:
1) Мощность – 0,78 кВт;
2) Частота вращения – 0-3000 об/м;
3) Напряжение - 220 В;
4) Частота ударов 0-48000 уд/м;
5) Максимальный диаметр сверления металла – 10 мм;
6) Габариты 320х280x80 мм.
3.4 Источник питания и подающий механизм
Инверторный источник питания Invertec STT II (рисунок 18) предназначенный для дуговой сварки в защитном газе он позволяет реализовать процесс переноса расплавленного металла с электрода на изделие с помощью сил поверхностного натяжения. Данный аппарат не является ни стабилизатором тока, ни стабилизатором напряжения. В отличие от обычных машин, применяемых при полуавтоматической сварке в режиме коротких замыканий, источник типа STT осуществляет динамичный контроль и корректировку формы сварочного тока, протекающего по электроду, на протяжении каждого цикла короткого замыкания, значительно понижая таким образом разбрызгивание и газообразование.
Механизм подачи проволоки LF33 предназначен для эксплуатации в тяжелых условиях. Во время разработки этого механизма основное внимание уделялось прочности конструкции, компактности и простоте применения. Механизм подачи проволоки с 4-х роликовым блоком протяжки. Совместим с источниками сварочного тока Invertec STT II для сварки корневого прохода с формированием обратного валика.
Проволока сварочная LE SUPERARC L-56 (рисунок 19) это серия омедненных проволок для полуавтоматической сварки в среде защитного газа лучшего качества. Проволока гарантирует исключительные сварочные характеристики и бесперебойную работу подающих механизмов. Диаметр, жёсткость и толщина медного слоя точно выдерживаются по всей длине проволоки. Поверхность проволоки обрабатывается специальным кондиционирующими присадками для ровной непрерывной подачи проволоки обеспечивает хорошее смачивание шва, минимальное разбрызгивание и незначительное приложения сил для зачистки шва после сварки. Имеется сертификация сочетания метода STT II и проволоки L56.

Рисунок 18 - Источник питания Invertec STT II с механизмом подачи LF-33
Технические характеристики: 1) Скорость подачи проволоки 1-20 м/мин; 2) Сварочный ток 125-425А; 3) Напряжение – 220/380В; 4) Диаметр подаваемой проволоки - 1,14 мм; 5) Расход газа 10-12 л/мин; 6) Номинальная мощность 225А/29В/60%, 200А/28В/100%. 7) Габариты источника питания – 589x336x620 мм 8) Габариты механизма подачи – 440x270x636 мм.

Рисунок 19 – Проволока сварочная LE SUPERARC L-56
4 Безопасность и экологичность технического объекта
4.1 Конструктивно-технологические и организационно-технические характеристики ремонта ковша экскаватора.
Тема выпускной квалификационной работы: Технология и оборудование для ремонта ковша экскаватора. Участок, на котором производится ремонт ковша экскаватора предусматривает четыре рабочие зоны: 1) дефектация и контроль качества; 2) очистка поверхности и выборка дефектов; 3) обезжиривание; 4) ремонтная сварка (рисунок 19).
Рисунок 19 – Планировка участка ремонта ковша экскаватора
Таблица 8 – Технологический паспорт ремонта ковша экскаватора
| № п/п | Технологический процесс | Технологическая операция, вид выполняемых работ | Наименование должности работника, выполняющего технологический процесс, операцию | Оборудование, техническое устройство, приспособлении | Материалы, вещества |
| 1 | Ремонта ковша экскаватора | Очистка поверхности | Слесарь-ремонтник | Угловая шлифовальная машина ИЭ-2106 | Щётка “Чашка” |
| 2 | Ремонта ковша экскаватора | Выборка дефектов | Слесарь- ремонтник | Кромкофрезерная машина ЕКФ 450 с торцевой фрезой, сетевая ударная дрель ЗДУ-780 ЭРКМ2 | Диск для снятия фаски, твёрдосплавное сверло |
| 3 | Ремонта ковша экскаватора | Обезжиривание поверхности | Слесарь-ремонтник | Растворитель 646, Малярная кисть 100 мм, салфетка безворсовая | резиновые перчатки, респиратор, защитные очки |
| 4 | Ремонта ковша экскаватора | Ремонтная сварка | Электросварщик | Источник питания Invertec STT, Полуавтомат с механизмом подачи LF-33 | Проволока сплошного сечения LE SUPERARC L-56, Газовая смесь |
4.2 Идентификация профессиональных рисков
Таблица 9 - Идентификация профессиональных рисков
| № п/п | Производственно-технологическая и или эксплуатационно-технологическая операция, вид выполняемых работ | Опасный и или вредный производственный фактор | Источник опасного и или вредного производственного фактора |
| 1 | Очистка поверхности | движущиеся и вращающиеся детали и узлы; повышенный уровень вибрации и шума; возможность поражения электрическим током | Угловая шлифовальная машина ИЭ-2106 |
| 2 | Выборка дефектов | движущиеся и вращающиеся детали и узлы; возможность поражения электрическим током; острые кромки, заусенцы и не обработанные края металлической конструкции; вылетающая стружка; повышенный уровень шума | Кромкофрезерная машина ЕКФ 450 с торцевой фрезой, сетевая ударная дрель ЗДУ-780 ЭРКМ2 |
| 3 | Обезжиривание поверхности | контакт с растворителем и его парами | Растворитель 646 |
| 4 | Ремонтная сварка | искры, брызги расплавленного металла; повышенная запыленность и загазованность воздуха; возможность поражения электрическим током; опасные и вредные производственные факторы, связанные с высокой температурой материалов, имеющие возможность нанести ожоги; инфракрасное и ультрафиолетовое излучение | сварочный источник питания; сварочная дуга; Газовая смесь; |