ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 526
Скачиваний: 2
СОДЕРЖАНИЕ
1.1 Служебное назначение, техническая характеристика и описание изделия
2.1 Обоснование темы курсового проекта
2.3 Выбор детали для разработки технического процесса ее изготовления
3.1 Описание детали, материала и его свойства
3.2 Анализ технологического изготовления детали
3.3 Определение типа производства и его характеристика
3.4 Выбор и обоснование вида заготовки
3.5 Технико-экономическое обоснование методов получения изготовления
3.6 Определение конфигурации и допусков исходных материалов
3.7 Требования к графическому изображению исходной заготовки
3.9 Выбор методов и количества необходимых переходов обработки
4. Формирование маршрутного технологического процесса изготовления
5.Методы расчета припусков на механическую обработку
6.Нормирование ставочных работ
7.Обоснование выбора оборудования, приспособлений, режущего и измерительного инструмента
7.1 Обоснование выбора и описание основного технологического оборудования
7.2 Обоснование выбора и описание технологической оснастки
7.4 Обоснование выбора и описание измерительного инструмента
Оглавление
Введение 2
1. Исходные данные 4
1.1 Служебное назначение, техническая характеристика и описание изделия 4
рулевой неисправность наконечник 5
2. Конструкторский раздел 9
2.1 Обоснование темы курсового проекта 9
2.2 Описание устройства 10
2.3 Выбор детали для разработки технического процесса ее изготовления 11
3. Технический раздел 19
3.1 Описание детали, материала и его свойства 26
3.2 Анализ технологического изготовления детали 27
3.3 Определение типа производства и его характеристика 35
3.4 Выбор и обоснование вида заготовки 39
3.5 Технико-экономическое обоснование методов получения изготовления 42
3.6 Определение конфигурации и допусков исходных материалов 43
3.7 Требования к графическому изображению исходной заготовки 45
3.8 Выбор технологических баз 52
3.9 Выбор методов и количества необходимых переходов обработки 54
4. Формирование маршрутного технологического процесса изготовления 58
5.Методы расчета припусков на механическую обработку 59
6.Нормирование ставочных работ 60
7.Обоснование выбора оборудования, приспособлений, режущего и измерительного инструмента 63
7.1 Обоснование выбора и описание основного технологического оборудования 67
7.2 Обоснование выбора и описание технологической оснастки 67
7.4 Обоснование выбора и описание измерительного инструмента 69
Заключение 70
Список литературы 71
Приложение 73
Введение
рулевой неисправность наконечник
Актуальность исследования. В конструкции рулевого управления рулевая тяга обеспечивает передачу усилия от поворота руля на поворотные кулаки колес.
Конструктивно рулевая тяга может иметь рулевые наконечники с обоих ее концов, как например, у средней тяги, либо резьбовое окончание с одной стороны и рулевой наконечник с другой. Посредством резьбы, через соединительную втулку, соединяются короткий и длинный рулевые наконечники, образуя регулируемую боковую рулевую тягу.
Шарниры на рулевых тягах (рулевые наконечники) необходимы для того, чтобы все подвижные элементы в рулевом приводе могли свободно, относительно друг друга и кузова, поворачиваться в различных плоскостях.
Рулевой привод в свою очередь, необходим для передачи на управляемые колеса автомобиля усилия от рулевого механизма, при этом обеспечивая поворот на неодинаковые углы.
Так, если оба колеса будут повернуты на одинаковый угол, то внутреннее колесо при этом будет скользить боком (скрестись по дороге) снижая при этом эффективность рулевого управления. Помимо этого скольжение будет создавать дополнительный нагрев колеса и его износ. Устранить подобный недостаток удается путем поворота внутреннего колеса на больший угол относительно внешнего колеса.
При прохождении поворота каждое колесо идет по своей окружности, отличной от другой, при этом внешнее колесо проходит по большему радиусу, чем внутреннее. При этом центр поворота у обоих колес общий, и внутреннее колесо соответственно нужно повернуть на больший угол, относительно внешнего колеса.
Это достигается особой конструкцией рулевой трапеции, включающей в себя рулевые тяги с шарнирами и поворотные рычаги. Задать необходимый угол поворота колес удается путем подбора угла наклона рулевых рычагов, касательно продольной оси автомобиля и длины рулевых тяг
Например, после удара о какое-либо препятствие, повлекшее деформацию либо рычагов, либо рулевых тяг, наблюдается недоворот автомобиля в одну из сторон. Другими словами удается развернуться на дороге, скажем в левую сторону, но не удается в правую. Это свидетельствует о том, что от удара заданная геометрия подвески автомобиля нарушена.
1. Исходные данные
Рулевой наконечник – это детали рулевого механизма, которые обеспечивают его подвижность и нужный угол поворота колес. Рулевой механизм состоит из поворотных рычагов и рулевых тяг, на концах которых и есть рулевые наконечники. Комфортное управление и безопасность движения обеспечивают все детали рулевого механизма, а чаще всего из строя выходят как раз таки наконечники.
Конструкция рулевых наконечников основывается на сферических шарнирах. На рулевые наконечники действуют большие нагрузки и такие факторы как: скорость передвижения, попадания в ямы, езда по неровностям, стиль вождения влияют на их срок службы. Если своевременно не заменить наконечники, то это может
привести к неисправности рулевой тяги, поэтому стоит контролировать состояние рулевых наконечников.
1.1 Служебное назначение, техническая характеристика и описание изделия
Эта деталь автомобиля является последним звеном, обеспечивающим связь между рулевым механизмом и колесом машины. Отсюда становится понятной важность рулевого наконечника. Ведь известно, что самыми серьезными и опасными неисправностями в автомобиле считаются неполадки в тормозной системе и рулевом механизме. Кроме этого, наконечники относятся к той части механизма, которая больше всего испытывает нагрузок при эксплуатации. Вот почему он требует к себе пристального внимания. Регулярная диагностика этой части автомобиля является залогом безопасности на дороге. Поэтому, если появились симптомы, указывающие на неисправность, необходимо срочно проверить наконечник рулевой тяги. Таким симптомом может быть люфт или увеличение свободного хода колеса, приложение больших усилий при совершении поворота и т.д. Принцип взаимоотношений с колесом основан на работе шарового шарнира. Хотя производители и выдвигают достаточно жесткие требования к сходящим с конвейера деталям, но особенности их эксплуатации, да и принцип устройства приводят к сравнительно частому износу этой части механизма. Что уж тут говорить о наших дорожных условиях, при которых износ происходит гораздо быстрее, да и грязь такая, что никакие защитные колпачки не спасают.
рулевой неисправность наконечник
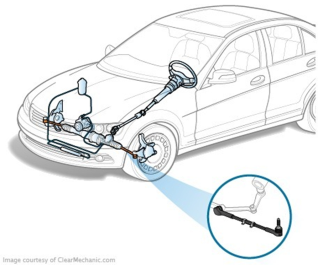
Рис. 1 - Схема рулевых наконечников

Рис. – 2 Рулевой наконечник изогнутый
В зависимости от модели автомобиля рулевые наконечники могут отличаться длиной и формой. Шток наконечника может быть прямым или изогнутым в горизонтальной или вертикальной плоскости. В случае изгиба в горизонтальной плоскости, наконечники, передающие усилие на правый и левый поворотные кулаки, разные. С рулевой тягой наконечники, как правило, соединяются при помощи резьбовой муфты, выполняющей функцию регулировочного звена.

Рис. 3 - Рулевой наконечник прямой
Шарнир наконечника рулевой тяги состоит из подвижного рулевого пальца, пыльника, вкладышей, опорной шайбы и пружины. Корпусом для шарнирного пальца служит сам рулевой наконечник, имеющий на конце утолщение, полученное методом литья. Наконечники бывают как обслуживаемые, так и необслуживаемые. Обслуживаемые наконечники отличаются вмонтированной в опорную крышку тавотницу для периодического шприцевания смазкой.
Наконечник может быть конструктивно выполнен как разборный узел или неразборный с завальцованной опорной крышкой.

Рис. – 4 Неразборный

Рис. – 5 Разборный
В разборном рулевом наконечнике нижняя крышка корпуса может иметь резьбу по краям или фиксироваться стопорным кольцом. В последние годы разборные наконечники уже практически не встречаются, так как заметно уступают по уровню безопасности неразборным.
Рулевой палец может быть, как литой, так и выполненный методом холодной объемной штамповки с применением специальной стали, что многократно повышает его прочность. Для придания дополнительно прочности после отливки детали проходят специальную термическую обработку, то есть закаливаются.
Рулевые наконечники проходят обязательный выходной контроль качества методом ультразвуковой проверки, исключающей возможные производственные дефекты и трещины пальца или корпуса наконечника.
Шаровая часть пальца тщательно шлифуется для достижения наивысшего класса чистоты. Вкладыш рулевого пальца изготавливается из антифрикционного износостойкого материала, что должно гарантировать длительную эксплуатацию. Соединение может быть выполнено с закладкой смазки на весь срок эксплуатации наконечника, либо без смазки, когда сам вкладыш обладает смазывающими свойствами.
Корпус наконечника изготавливается методом литья под давлением, позволяющим получать детали повышенной прочности. Для сравнения, тем же методом изготавливают такую нагруженную деталь, как распредвал.
Корпус подвергается еще и специальной обработке методом анодирования для придания ему антикоррозионной стойкости…