ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 417
Скачиваний: 2
СОДЕРЖАНИЕ
2.2 Производственная программа выпуска деталей. Тип производства
2.3 Анализ технологичности конструкции детали
2.4 Выбор и обоснование метода получения заготовки
2.5 Определение конструкторского и технологического кода детали
2.6 Разработка технологического процесса изготовления детали
3.1 Исходные данные для расчета
3.2 Расчет капитальных вложений
3.3 Расчет производственной площадки
3.4 Расчёт потребности в основных материалах и затрат на них
3.5 Расчет кол-ва промышленно – производственного персонала
3.5 Расчёт плановых фондов заработной платы (ФЗП)
3.6 Расчёт плановых фондов оплаты труда основных рабочих
3.7 Расчет себестоимости по статьям калькуляции единицы продукции
3.9 Технико-экономические показатели деятельности предприятия
4.1 Цели и задачи охраны труда
4.2 Положение о проведении обучения, инструктажей и обучение безопасным приемам труда
| Марка материала | σв (МПа) | δ5 | ψ % | Y | HB |
| Сталь 45 | 600 | 16 | 40 | 54,7 | 101–143 |
σв – временное сопротивление разрыву (предел прочности при растяжении), МПа
δ5 – относительное удлинение после разрыва, %
ψ – относительное сужение, %
Y – относительное удлинение, %
HB – твердость по Бринелю, МПа.
2.1.3 Анализ технических требований к обработанным поверхностям
Д
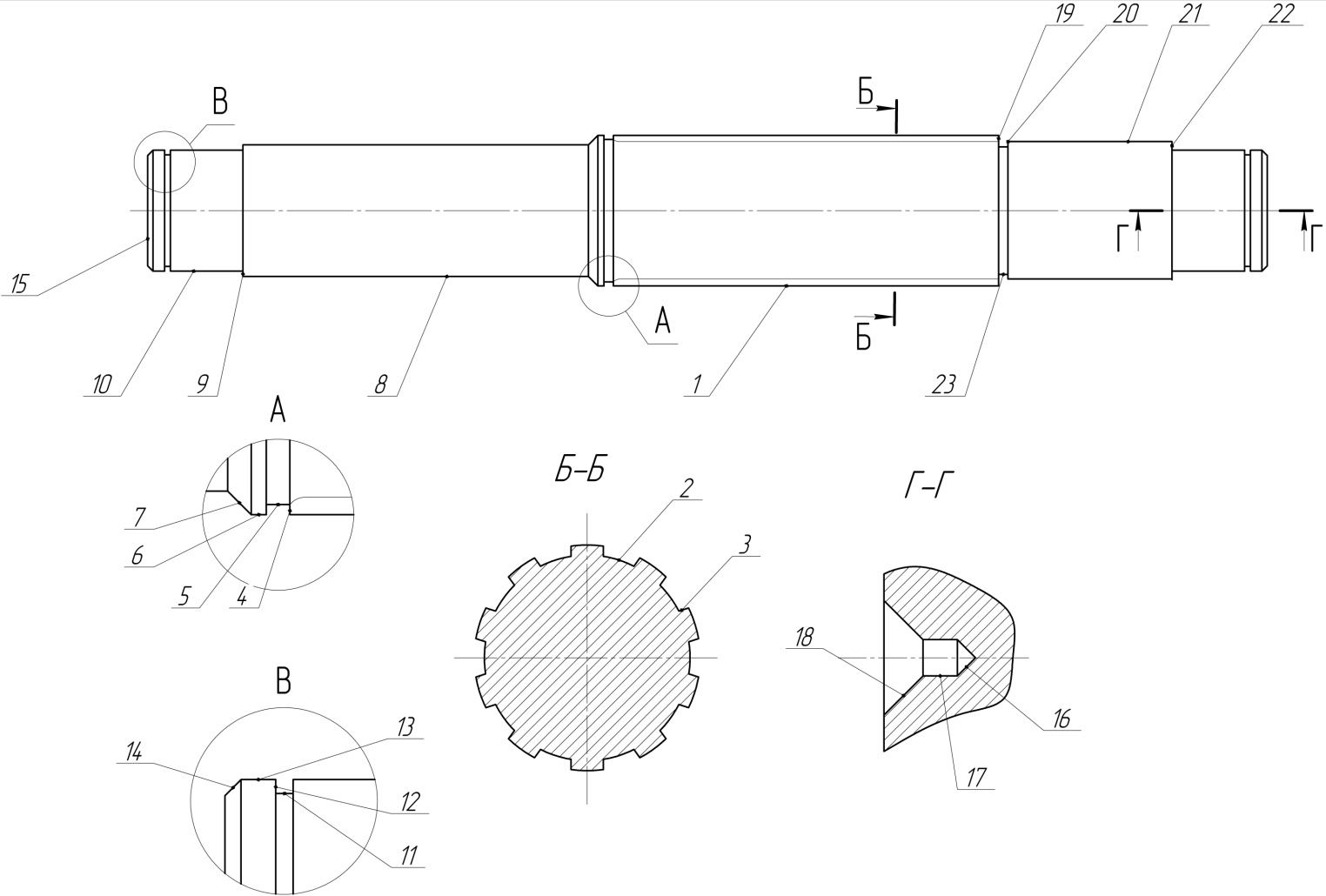
ля выполнения анализа ТТ представлен эскиз с обрабатываемыми поверхностями (см. рисунок 3).
Рисунок 3 – Обрабатываемые поверхности и их обозначения
При изготовлении детали необходимо выполнить технические требования:
- шлицы изготавливаются при центрировании по внутреннему диаметру;
- поля допусков шлицевых валов для образования посадок при различных видах центрирования должны соответствовать указанным в табл.4; 5; 5а ГОСТ 1139-80;
- допуски симметричности боковых сторон шлицев в диаметральном выражении по отношению к оси симметрии центрирующего элемента должны соответствовать указанным в табл.7 ГОСТ 1139-80;
- посадочные поверхности под подшипники с обоих концов ведущего вала – идентичны, и выполняются строго по квалитету k6, а так же с соблюдением допусков на радиальное биение и цилиндричность, согласно требованиям ГОСТ 3325-85;
К основным поверхностям относятся: отсутствуют;
К исполнительным поверхностям относятся: 1, 2, 3, 5, 10, 11, 23;
К вспомогательным поверхностям относятся: 9, 4, 12, 19, 20, 22;
К свободным поверхностям относятся: 6, 7, 8, 13, 14, 15, 16, 17, 18, 21.
Чистота обработки поверхностей:
- по 14 квалитету обрабатываются поверхности: 6, 7, 9, 13, 14, 15, 20, 22;
- по 13 квалитету обрабатываются поверхности: 5, 11, 23;
- по 11 квалитету обрабатываются поверхности: 8, 21,16, 17, 18;
- по 10 квалитету обрабатываются поверхности: 1, 2, 3, 10;
- по 8 квалитету обрабатываются поверхности: 4, 19;
- по 7 квалитету обрабатываются поверхности:
- по 6 квалитету обрабатываются поверхности: 12
2.2 Производственная программа выпуска деталей. Тип производства
Исходя из габаритов, массы и годового объема выпуска изделия, предусмотренных в задании выпускной квалификационной работы, производится выбор типа производства (см. таблицу 4). Тип производства и соответствующие ему формы организации производства определяют характер технологического процесса и его построение.
Таблица 4 – Определение типа производства по годовой программе выпуска
| Тип производства | Годовая программа выпуска | ||
| Легкие (до 20 кг) | Средние (20 – 300 кг) | Тяжелые (Свыше 300кг) | |
| Единичное | до 100 | 1 ... 10 | 1 ... 5 |
| Мелкосерийное | 101 ... 500 | 11 ... 200 | 6 ... 100 |
| Среднесерийное | 501 ... 5000 | 201 ... 1000 | 101 ... 300 |
| Крупносерийное | 5001 ... 50000 | 1001 ... 5000 | 301 ... 1000 |
| Массовое | Свыше 50000 | Свыше 5000 | Свыше 1000 |
Уточнение типа производства выполнено после разработки технологического процесса, когда становится известным общее количество операций, переходов и число рабочих мест.
Проанализировав конструктивные особенности детали, приходим к выводу, что деталь средних габаритов с массой 51,95 кг и с программой выпуска 6000 штук/год имеет тип производства – массовый.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий
, непрерывно изготавливаемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна операция.
2.3 Анализ технологичности конструкции детали
Анализ технологичности конструкции детали (по ГОСТ 14.201-83) и корректировка ее чертежа проводится с целью увязки конструкторских и технологических требований, предъявляемых детали при заданном объеме ее выпуска, а также с целью приведения чертежа детали в соответствии с требованиями ЕСКД. Все предложения по изменению конструкции детали должны быть систематизированы, обоснованы и могут быть внесены в конструкцию детали.
2.3.1 Общие сведения о технологичности конструкции
При оценке качества продукции наряду с другими показателями качества продукции определяем показатели технологичности, которые характеризуют свойства продукции, обуславливающие оптимальное распределение затрат материалов, средств труда и времени при технологической подготовке производства для изготовления и эксплуатации продукции. Эти затраты зависят в значительной степени от правильного выбора технологического процесса, его оснащения, механизации, автоматизации и применения оптимальных режимов обработки. Анализ технологичности изделия проводится на всех этапах разработки и постановки продукции на производство в соответствии с требованиями нормативно-технической документации.
Оценка технологичности детали выполняется по чертежу детали двумя методами:
- Качественным анализом
- Количественным анализом.
2.3.2 Качественный анализ технологичности
Качественный анализ проводится по чертежу путем анализа возможности обработки высокопроизводительными методами уменьшения трудоемкости и металлоёмкости.
Таблица 5 – Качественная оценка технологичности
| Показатель технологичности | Наличие | Анализ |
| Правильная форма и размеры канавок для выхода инструмента | + | Технологична |
| Возможность получения заданной точности обычными для технологии методами (для получения заготовки не требуется изготовление специальных приспособлений, отличных от приспособлений, используемых при прокате) | + | Технологична |
| Имеются глухие отверстия | + | Нетехнологична |
| Отверстия расположены под прямым углом | + | Технологична |
| Свободный доступ инструмента | + | Технологична |
| Наличие глубоких отверстий малого диаметра | - | Нетехнологична |
| Свойства материала детали должны удовлетворять существующей технологии изготовления, хранения и транспортировки | + | Технологична |
Требования к точности детали не завышены. Точность геометрической формы находится в пределах допуска. Точность остальных поверхностей, для которых не указана величина отклонения, находится в пределах допуска. Шероховатость поверхностей в зависимости от участка детали находится в пределах Ra=6,3. В качестве самых ответственных поверхностей детали являются поверхности под подшипник с квалитетом точности k6.
Качественная оценка технологичности детали сводится к установлению открытых, полуоткрытых и закрытых поверхностей. Все открытые и полуоткрытые поверхности легко обрабатываются, они технологичны.
2.3.3 Количественный анализ технологичности
Количественный анализ определен по исходным данным чертежа детали и выполнена таблица 6. Для определения количественной оценки технологичности проводим расчет коэффициента качества точности и коэффициента шероховатости. Для их определения находим геометрическую точность каждой поверхности и всей детали в целом.
Таблица 6 – Данные анализа эскиза детали
| № поверхн. | Кол-во поверхн. | Выдерживаемый размер, мм | Квалитет точности | Шероховат. поверхности | Класс шероховат. |
| 1 | 10 | 286,5×16 | k10 | 6,3 | 4 |
| 2 | 10 | 286,5×15,9 | k10 | 1,6 | 6 |
| 3 | 20 | 286,5×5 | k10 | 1,6 | 6 |
| 4 | 1 | ⌀112 | h10 | 6,3 | 4 |
| 5 | 1 | 7 | h13 | 6,3 | 4 |
| 6 | 1 | 4,5 | h14 | 6,3 | 4 |
| 7 | 1 | 7×45⁰ | h14 | 6,3 | 4 |
| 8 | 1 | 257 | h11 | 6,3 | 4 |
| 9 | 1 | ⌀98 | h14 | 6,3 | 4 |
| 10 | 2 | 54 | h10 | 0,8 | 7 |
| 11 | 2 | 4 | h13 | 6,3 | 4 |
| 12 | 4 | ⌀90 | k6 | 6,3 | 4 |
| 13 | 2 | 25,8 | h14 | 6,3 | 4 |
| 14 | 2 | 12×45⁰ | h14 | 6,3 | 4 |
| 15 | 2 | ⌀82 | h14 | 6,3 | 4 |
| 16 | 2 | 5×45⁰ | H11 | 2,5 | 6 |
| 17 | 2 | 7,8 | H11 | 2,5 | 6 |
| 18 | 2 | 9,7 | H11 | 2,5 | 6 |
| 19 | 1 | ⌀112 | h10 | 6,3 | 4 |
| 20 | 1 | ⌀102 | h14 | 6,3 | 4 |
| 21 | 1 | 112 | h11 | 6,3 | 4 |
| 22 | 1 | ⌀102 | h14 | 6,3 | 4 |
| 23 | 1 | 7 | k13 | 6,3 | 4 |