ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 408
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Рисунок 4 – Схема закрепления кольца с некруглой
Рисунок 17--Схема образования погрешности закрепления
Поэтому и для технологической системы необходимо, чтобы
3.5.3 Задание к лабораторной работе
3.5.5 Методика и порядок выполнения лабораторной работы
4. Проников А.С. Надёжность машин. М. Маш. 1978. 591с.
5. Когаев В.П., Дроздов Ю.Н. прочность и износостойкость деталей машин. М. ВШ.1991.319с.
6. Аристов А.В. управление качеством. М. Инфра М. 2000. 238с.
3.6.2.2 Погрешности, связанные с тепловыми деформациями технологических систем
∆V1 – изношенный объем испытуемого образца; ∆V2 -- изношенный объем эталонного образца; lср– среднее расстояние между графитовыми включениями. Графики указывают на существование определенных связей технологии изготовления деталей и служебных характеристик, проявляющихся в процессе эксплуатации.
Р
Рисунок 64 – Зависимость относительного износа от расстояния между графитовыми включениями чугуна
Свойства обрабатываемого материала, особенно в тех случаях, когда он не подвергается в ходе технологического процесса дополнительной термической обработке, существенно влияют на шероховатость поверхности при механической обработке. Содержание углерода в сталях является важным фактором изменения шероховатости. С ростом количества углерода от 0,1 до 0,7% шероховатость обрабатываемых поверхностей уменьшается, причем этот эффект становится более ощутимым при больших путях резания. Так, при пути резания 1000м среднее значение шероховатости по параметру Rа для сталей с 0,1 и 0,6%С, обрабатываемых твердосплавным инструментом со скоростью резания 300м/мин, составляет соответственно 5 и 3мкм. Если же такое сравнение провести для пути резания 16000м и оставить все остальные условия прежними, то Ra составит 11 и 7мкм, т.е. разница увеличивается вдвое.
Аналогичные результаты получаются и при обработке другими инструментами. Во всех рассматриваемых случаях материал имел структуру феррит+перлит. Для сталей с содержанием углерода 0,8—1,4% и обрабатываемых теми же инструментами, но после проведения отжига, характер указанных зависимостей сохраняется, хотя Ra увеличивается по сравнению со значением Ra в первом интервале, что можно объяснить появлением другой структуры сталей (перлит+вторичный цементит). Одновременно с изменением шероховатости в рассмотренных случаях изменяются и механические свойства поверхностных слоев заготовок в связи с фазовыми превращениями в ходе резания. Таким образом, наследуемое свойство существенно влияет не на один, а на несколько параметров обрабатываемого объекта одновременно.
Наследование свойств материалов и их влияние на шероховатость поверхностей проявляются не только при обработке заготовок на металлорежущих станках, но и в других случаях механической обработки, в частности при листовой штамповке. Влияние свойств на шероховатость весьма ощутимо и в этом случае. Для того чтобы повлиять на свойства листовых заготовок, приходится проводить соответствующие термические и химические операции. На рисунке 65 приведена диаграмма, из которой видно, что шероховатость поверхностей существенно увеличивается для случаев перегрева в процессе термической обработки или проведения ее с необезжиренным материалом. Одновременно диаграмма показывает резервы уменьшения шероховатости на основе явлений технологической наследственности.

Рисунок 65 – Диаграмма влияния состояния материала на показатель шероховатости поверхности при листовой штамповке стальных делей:
А – с содержанием 18 % Cr, 10% Ni и не менее 0,07% С;Б – 17% Cr; 5,5% Ni; 8,5% Mn и не менее 0,1% C;1 – материал перегрет; 2 – нагрет не будучи обезжиренным;3 – нагрет до температуры ниже установленной; 4 – нагрет с увеличенной выдержкой в печи; 5 – нагрет в окислительной атмосфере; 6 – холоднокатаный, протравленный; 7 – после прокатки на отделочном стане
Термическая обработка является наиболее мощным средством изменения наследственных свойств материала. Однако не следует считать, что она всегда позволяет полностью ликвидировать определенный показатель свойств материала. Например, утверждение о том, что отжигом можно полностью ликвидировать остаточные напряжения, лишено основания. Наличие хотя бы малых по величине, но всегда имеющихся остаточных после отжига напряжений, может решающим образом сказаться на работе прецизионных деталей. Поэтому судить о наследственной природе материалов и роли термической обработки в формировании наследственных свойств нужно на основе количественной оценки показателей различных технологических операций, исходя из служебного назначения детали. В связи с этим большое значение приобретает такая операция, как холодное пластическое деформирование заготовок по поверхности. Так, влияние холодного пластического деформирования столь велико, что оно проявляется и после такой термической обработки, которая предусматривает фазовую перекристаллизацию. Для некоторых деталей (40ХН и 40Х) предварительный наклеп после улучшения и последующее проведение двойной фазовой перекристаллизации приводит к тому, что пределы прочности и текучести существенно увеличиваются.
Холодное пластическое деформирование не позволяет упрочнить весь объем материала заготовки, а производится по поверхности. Глубины же упрочненного слоя по сравнению с размерами сечений деталей могут быть достаточно малыми.
Средние значения глубины деформированных слоев стальных заготовок после различных методов обработки представлены ниже.
Метод обработки Глубина слоя, мм
Точение:
черновое 0,2—0,5
чистовое 0,05
Растачивание:
черновое 0,2—0,5
чистовое 0,05
Фрезерование:
цилиндрическое 0,012
торцовое черновое 0,2—0,5
торцовое чистовое 0,1
Зубообработка:
зубодолбление черновое 0,14
зубодолбление чистовое 0,12
Шевингование 0,1
Сверление, зенкерование 0,15
Развертывание 0,2
Накатывание резьб роликами 0,15—0,2
Шлифование:
без предварительной термической обработки 0,015—0,02
закаленных заготовок 0,02—0,03
Дробеструйный наклеп 0,4—1,0
Обкатка роликами 0,35—0,5
Приведенные и другие данные говорят о том, что свойства материалов заготовок и особенности технологических процессов получения заготовок наследуются и должны быть разумно использованы для повышения качества деталей машин.
Сейчас уже недостаточно рассматривать качество заготовок только с точки зрения их массы, твердости и пр. Необходимы глубокие исследования всех основных параметров материалов заготовок в плане технологической наследственности. Такую работу должны проводить металловеды, специалисты в области обработки давлением и литейного производства. Это позволит строить оптимальный технологический процесс, способный связать воедино заготовки, их механическую обработку и эксплуатационные показатели деталей, полученных из этих заготовок.
Явления технологической наследственности необходимо использовать для повышения любого параметра качества изделий. Рассмотрим это положение на примерах.
Предположим, что несколько партий валов изготовлено из стали ШХ-15. В изделии они, вращаясь, контактируют с роликами по цилиндрической поверхности. Через некоторое время у первой партии валов возникает осповидный износ. У второй партии валов, имеющих ту же начальную шероховатость и размеры, очагов износа значительно меньше. Третья же партия, работавшая в тех же условиях после того же времени эксплуатации, следов износа не имеет. Так, три партии деталей, с одинаковыми исходными данными имеют совершенно разные эксплуатационные характеристики. Отыскание причины этого явления представляет научный и практический интерес.
Обычно причины возникновения погрешностей связывают с финишными, последними операциями. Но в данном случае с валами все три партии были закалены в одинаковых условиях, а затем прошлифованы на последней, финишной операции с одинаковыми режимами резания. Используя принцип технологической наследственности, можно утверждать, что свойства изделий формируются не только на последней, финишной операции, но на протяжении всего технологического процесса. Причину отказа (износа) можно найти, рассматривая всю технологическую цепочку.
С этих позиций рассмотрим процесс взаимодействия заготовки (валов) с абразивным инструментом (рисунок 66) Шлифовальный круг первоначально находится в положении I–I и срезает в первую очередь микровыступы поверхности заготовки. При этом возникает много очагов теплового воздействия на поверхностный слой заготовки. Своеобразные тепловые удары создают в поверхностном слое зоны, в которых происходят фазовые превращения, приводящие к местному изменению физико-механических свойств материала вала. Шлифовальный круг продолжает перемещаться и занимает положение П–П.
Микровыступы сравнительно большой величины образовались не на финишной операции шлифования, а на начальной токарной операции, которая была проведена для первой партии валов (Rа=2,0). Образовавшиеся из-за микровыступов местные износы с выкрашиванием поверхности детали имеют наследственную природу, так как условия образования очагов износа появились еще в начале рождения заготовки.
Вторая партия валов предварительно была обточена так, что величина микровыступов была меньше, чем у первой партии (Rа = 5,0). Поэтому очагов износа было значительно меньше. Третья же партия валов была предварительно прошлифована (Rа=0,32) вместо обтачивания. Микровыступы в этом случае были минимальными и не повлияли на механизм образования очагов с фазовыми превращениями. Из рассмотрения рисунка 64 следует, что свойства изделий формируются в соответствии с наследственной сущностью явлений. Поэтому представляется возможным повлиять на структуру технологического процесса, исключив условия образования погрешностей различного вида.
В ходе технологических процессов наследуются практически все свойства материала и поверхностных слоев заготовок и деталей. Большое значение имеет технологическое наследование конструктивных форм деталей.
Рисунок 66 -- Схема образования тепловых ударов при шлифовании
Оно проявляется всегда, но иногда наследственные погрешности оказываются малыми, и их влияние на служебные характеристики мало ощутимо.
Н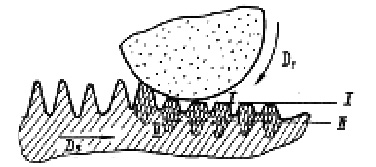
аследования конструктивных форм деталей рассмотрим на примере рисунка 67. Процесс изготовления детали по рисунку 67,асостоит из ряда технологических операций (точение, сверление, дорнование отверстия). Обнаруживается, что у всех отверстий партии деталей образующие отверстий имеют отклонение от прямолинейности (пунктирная линия). Традиционный вопрос—почему это происходит—не находит быстрого ответа. Чаще всего ответ ищут на финишных операциях. Если же проанализировать всю технологическую цепочку, можно установить, что на операции дорнование отверстия силой Р (рисунок 67,б) упругие радиальные перемещения заготовки от действия инструмента в различных ее сечениях оказываются различными. Жесткость в сечении 1–1 оказывается больше, чем в сечении 2–2. Когда инструмент (дорн) выйдет из контакта с заготовкой, последняя, деформируясь в зоне упругости, уже не может иметь отверстия с прямолинейными образующими. Форма отверстия оказывается наследственно связанной с конструктивными элементами детали. Если же деталь имеет не два, а три бурта (рисунок 67,в), то и отверстие (см. пунктирную линию) получит другие наследственные отклонения. Величина таких отклонений зависит, естественно, от конкретных условий. Желание устранить наследственную погрешность на финишных операциях вызывает возражения экономического характера и, кроме того, трудноосуществимо, поскольку для реализации такого желания необходимо иметь технологические системы с особыми свойствами. Решение же данной проблемы следует искать в изменении технологического процесса и замене операции дорнования другой операцией.
Рассмотрим еще один случай технологического наследования конструктивных форм деталей. Партия деталей типа гильз измерена
Р
Рисунок 64 – Зависимость относительного износа от расстояния между графитовыми включениями чугуна
Свойства обрабатываемого материала, особенно в тех случаях, когда он не подвергается в ходе технологического процесса дополнительной термической обработке, существенно влияют на шероховатость поверхности при механической обработке. Содержание углерода в сталях является важным фактором изменения шероховатости. С ростом количества углерода от 0,1 до 0,7% шероховатость обрабатываемых поверхностей уменьшается, причем этот эффект становится более ощутимым при больших путях резания. Так, при пути резания 1000м среднее значение шероховатости по параметру Rа для сталей с 0,1 и 0,6%С, обрабатываемых твердосплавным инструментом со скоростью резания 300м/мин, составляет соответственно 5 и 3мкм. Если же такое сравнение провести для пути резания 16000м и оставить все остальные условия прежними, то Ra составит 11 и 7мкм, т.е. разница увеличивается вдвое.
Аналогичные результаты получаются и при обработке другими инструментами. Во всех рассматриваемых случаях материал имел структуру феррит+перлит. Для сталей с содержанием углерода 0,8—1,4% и обрабатываемых теми же инструментами, но после проведения отжига, характер указанных зависимостей сохраняется, хотя Ra увеличивается по сравнению со значением Ra в первом интервале, что можно объяснить появлением другой структуры сталей (перлит+вторичный цементит). Одновременно с изменением шероховатости в рассмотренных случаях изменяются и механические свойства поверхностных слоев заготовок в связи с фазовыми превращениями в ходе резания. Таким образом, наследуемое свойство существенно влияет не на один, а на несколько параметров обрабатываемого объекта одновременно.
Наследование свойств материалов и их влияние на шероховатость поверхностей проявляются не только при обработке заготовок на металлорежущих станках, но и в других случаях механической обработки, в частности при листовой штамповке. Влияние свойств на шероховатость весьма ощутимо и в этом случае. Для того чтобы повлиять на свойства листовых заготовок, приходится проводить соответствующие термические и химические операции. На рисунке 65 приведена диаграмма, из которой видно, что шероховатость поверхностей существенно увеличивается для случаев перегрева в процессе термической обработки или проведения ее с необезжиренным материалом. Одновременно диаграмма показывает резервы уменьшения шероховатости на основе явлений технологической наследственности.
Рисунок 65 – Диаграмма влияния состояния материала на показатель шероховатости поверхности при листовой штамповке стальных делей:
А – с содержанием 18 % Cr, 10% Ni и не менее 0,07% С;Б – 17% Cr; 5,5% Ni; 8,5% Mn и не менее 0,1% C;1 – материал перегрет; 2 – нагрет не будучи обезжиренным;3 – нагрет до температуры ниже установленной; 4 – нагрет с увеличенной выдержкой в печи; 5 – нагрет в окислительной атмосфере; 6 – холоднокатаный, протравленный; 7 – после прокатки на отделочном стане
Термическая обработка является наиболее мощным средством изменения наследственных свойств материала. Однако не следует считать, что она всегда позволяет полностью ликвидировать определенный показатель свойств материала. Например, утверждение о том, что отжигом можно полностью ликвидировать остаточные напряжения, лишено основания. Наличие хотя бы малых по величине, но всегда имеющихся остаточных после отжига напряжений, может решающим образом сказаться на работе прецизионных деталей. Поэтому судить о наследственной природе материалов и роли термической обработки в формировании наследственных свойств нужно на основе количественной оценки показателей различных технологических операций, исходя из служебного назначения детали. В связи с этим большое значение приобретает такая операция, как холодное пластическое деформирование заготовок по поверхности. Так, влияние холодного пластического деформирования столь велико, что оно проявляется и после такой термической обработки, которая предусматривает фазовую перекристаллизацию. Для некоторых деталей (40ХН и 40Х) предварительный наклеп после улучшения и последующее проведение двойной фазовой перекристаллизации приводит к тому, что пределы прочности и текучести существенно увеличиваются.
Холодное пластическое деформирование не позволяет упрочнить весь объем материала заготовки, а производится по поверхности. Глубины же упрочненного слоя по сравнению с размерами сечений деталей могут быть достаточно малыми.
Средние значения глубины деформированных слоев стальных заготовок после различных методов обработки представлены ниже.
Метод обработки Глубина слоя, мм
Точение:
черновое 0,2—0,5
чистовое 0,05
Растачивание:
черновое 0,2—0,5
чистовое 0,05
Фрезерование:
цилиндрическое 0,012
торцовое черновое 0,2—0,5
торцовое чистовое 0,1
Зубообработка:
зубодолбление черновое 0,14
зубодолбление чистовое 0,12
Шевингование 0,1
Сверление, зенкерование 0,15
Развертывание 0,2
Накатывание резьб роликами 0,15—0,2
Шлифование:
без предварительной термической обработки 0,015—0,02
закаленных заготовок 0,02—0,03
Дробеструйный наклеп 0,4—1,0
Обкатка роликами 0,35—0,5
Приведенные и другие данные говорят о том, что свойства материалов заготовок и особенности технологических процессов получения заготовок наследуются и должны быть разумно использованы для повышения качества деталей машин.
Сейчас уже недостаточно рассматривать качество заготовок только с точки зрения их массы, твердости и пр. Необходимы глубокие исследования всех основных параметров материалов заготовок в плане технологической наследственности. Такую работу должны проводить металловеды, специалисты в области обработки давлением и литейного производства. Это позволит строить оптимальный технологический процесс, способный связать воедино заготовки, их механическую обработку и эксплуатационные показатели деталей, полученных из этих заготовок.
Явления технологической наследственности необходимо использовать для повышения любого параметра качества изделий. Рассмотрим это положение на примерах.
Предположим, что несколько партий валов изготовлено из стали ШХ-15. В изделии они, вращаясь, контактируют с роликами по цилиндрической поверхности. Через некоторое время у первой партии валов возникает осповидный износ. У второй партии валов, имеющих ту же начальную шероховатость и размеры, очагов износа значительно меньше. Третья же партия, работавшая в тех же условиях после того же времени эксплуатации, следов износа не имеет. Так, три партии деталей, с одинаковыми исходными данными имеют совершенно разные эксплуатационные характеристики. Отыскание причины этого явления представляет научный и практический интерес.
Обычно причины возникновения погрешностей связывают с финишными, последними операциями. Но в данном случае с валами все три партии были закалены в одинаковых условиях, а затем прошлифованы на последней, финишной операции с одинаковыми режимами резания. Используя принцип технологической наследственности, можно утверждать, что свойства изделий формируются не только на последней, финишной операции, но на протяжении всего технологического процесса. Причину отказа (износа) можно найти, рассматривая всю технологическую цепочку.
С этих позиций рассмотрим процесс взаимодействия заготовки (валов) с абразивным инструментом (рисунок 66) Шлифовальный круг первоначально находится в положении I–I и срезает в первую очередь микровыступы поверхности заготовки. При этом возникает много очагов теплового воздействия на поверхностный слой заготовки. Своеобразные тепловые удары создают в поверхностном слое зоны, в которых происходят фазовые превращения, приводящие к местному изменению физико-механических свойств материала вала. Шлифовальный круг продолжает перемещаться и занимает положение П–П.
Микровыступы сравнительно большой величины образовались не на финишной операции шлифования, а на начальной токарной операции, которая была проведена для первой партии валов (Rа=2,0). Образовавшиеся из-за микровыступов местные износы с выкрашиванием поверхности детали имеют наследственную природу, так как условия образования очагов износа появились еще в начале рождения заготовки.
Вторая партия валов предварительно была обточена так, что величина микровыступов была меньше, чем у первой партии (Rа = 5,0). Поэтому очагов износа было значительно меньше. Третья же партия валов была предварительно прошлифована (Rа=0,32) вместо обтачивания. Микровыступы в этом случае были минимальными и не повлияли на механизм образования очагов с фазовыми превращениями. Из рассмотрения рисунка 64 следует, что свойства изделий формируются в соответствии с наследственной сущностью явлений. Поэтому представляется возможным повлиять на структуру технологического процесса, исключив условия образования погрешностей различного вида.
В ходе технологических процессов наследуются практически все свойства материала и поверхностных слоев заготовок и деталей. Большое значение имеет технологическое наследование конструктивных форм деталей.
Рисунок 66 -- Схема образования тепловых ударов при шлифовании
Оно проявляется всегда, но иногда наследственные погрешности оказываются малыми, и их влияние на служебные характеристики мало ощутимо.
Н
аследования конструктивных форм деталей рассмотрим на примере рисунка 67. Процесс изготовления детали по рисунку 67,асостоит из ряда технологических операций (точение, сверление, дорнование отверстия). Обнаруживается, что у всех отверстий партии деталей образующие отверстий имеют отклонение от прямолинейности (пунктирная линия). Традиционный вопрос—почему это происходит—не находит быстрого ответа. Чаще всего ответ ищут на финишных операциях. Если же проанализировать всю технологическую цепочку, можно установить, что на операции дорнование отверстия силой Р (рисунок 67,б) упругие радиальные перемещения заготовки от действия инструмента в различных ее сечениях оказываются различными. Жесткость в сечении 1–1 оказывается больше, чем в сечении 2–2. Когда инструмент (дорн) выйдет из контакта с заготовкой, последняя, деформируясь в зоне упругости, уже не может иметь отверстия с прямолинейными образующими. Форма отверстия оказывается наследственно связанной с конструктивными элементами детали. Если же деталь имеет не два, а три бурта (рисунок 67,в), то и отверстие (см. пунктирную линию) получит другие наследственные отклонения. Величина таких отклонений зависит, естественно, от конкретных условий. Желание устранить наследственную погрешность на финишных операциях вызывает возражения экономического характера и, кроме того, трудноосуществимо, поскольку для реализации такого желания необходимо иметь технологические системы с особыми свойствами. Решение же данной проблемы следует искать в изменении технологического процесса и замене операции дорнования другой операцией.
Рассмотрим еще один случай технологического наследования конструктивных форм деталей. Партия деталей типа гильз измерена