Файл: Эксплуатация, техническое обслуживание и ремонт судового.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 572
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Процесс разборки двигателя на судне и в цехе по существу одинаков, однако разборка в цехе удобнее и значительно производительнее, так как выполняется в более благоприятных условиях. Последовательность разборки двигателя зависит от его конструкции; в каждом отдельном случае разборка должна производиться в соответствии с инструкцией завода-изготовителя.
Последовательность разборки двигателей, имеющих в качестве основной детали остова фундаментную раму, примерно такова: сначала снимают контрольно-измерительные приборы, затем электрооборудование, трубопроводы, тяги топливных насосов и регулятора частоты вращения, удаляют стойки с клапанными рычагами, толкатели и штанги клапанов, навесные агрегаты, кожух шестерен, распределительный вал, крышки цилиндров, производят разъем нижних головок шатунов и, поворачивая коленчатый вал, последовательно поднимают поршни с шатунами, извлекая их из цилиндров. Затем вы прессовывают втулки цилиндров, отделяют цилиндры (блок цилиндров), снимают маховик, вскрывают рамовые подшипники, поднимают коленчатый вал и укладывают его на козлы. До вы прессовки втулок цилиндров за рубашечное пространство очищают от накипи и подвергают гидравлическому испытанию, причем вы прессовку втулок удобнее производить после демонтажа блока цилиндров или отдельных цилиндров. Если разборке подвергают несколько одинаковых двигателей, то их детали, как правило, не обезличивают. Ремонт быстроходных двигателей, как уже указывалось, производят на специализированных предприятиях, где внедрен технологический опыт заводов массового или крупносерийного производства данных двигателей. Высокая точность механической обработки, стандартизация и взаимозаменяемость многих деталей позволяют вести ремонт по поточной схеме с обезличиванием значительного количества-деталей; избегают обезличивания лишь совместно обработанных деталей. На ряде предприятий разборке двигателей предшествует их наружная мойка в специальных моечных машинах.
Рассмотрим технологию разборки некоторых наиболее ответственных узлов двигателя. Вы прессовку втулок цилиндров производят для их замены, а иногда для очистки водяного пространства. Втулки вы прессовывают с помощью приспособления, показанного на рисунке. Снизу к торцу втулки подводится диск 8, имеющий по окружности четыре отверстия, в которые заводят стержни 7. Сверху на шпильки цилиндра устанавливают четыре подставки 6 и два гидравлических домкрата 5. На головки плунжеров домкратов помещают жесткие прокладки 4, которые упираются в скобу 3, насаженную на стержень 7 и закрепленную гайками. На две другие подставки 6 устанавливают скобу 2, соединенную с двумя другими стержнями 7; под эту скобу заводят клинья 1. Установив приспособление, в за рубашечное пространство впускают пар низкого давления для подогрева цилиндра и облегчения вы прессовки втулки, слегка подбивают клинья и вводят в действие домкраты, с помощью которых и вы прессовывают втулку.
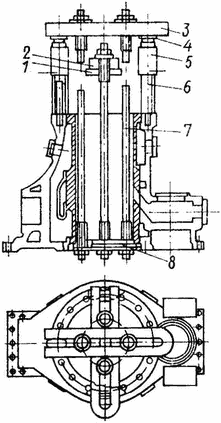
Рис. 6 Приспособление для гидравлической вы прессовки втулок.
Последовательность разборки поршней зависит от их конструкции. Разборка большинства поршней двигателей крейцкопфного типа сводится к отсоединению штока поршня от его головки и снятию поршневых колец с поршня. Отсоединение поршня тронкового двигателя производится путем вы прессовки поршневого пальца с помощью специального приспособления.
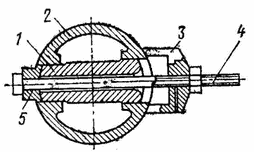
Рис. 7 Приспособление для вы прессовки поршневых пальцев.
Разборка шатуна тронкового типа сводится к вы прессовке втулки головного подшипника с предварительным высверливанием стопоров, а также удалению вкладышей мотылевого подшипника.
При разборке распределительного вала спрессовывают передаточную шестерню, а в случае необходимости и кулачковые шайбы. Если вал состоит из нескольких частей, их разъединяют.
Перед дефектацией разобранные детали двигателя чистят и моют для удаления нагара, коррозии, жирового слоя и накипи. Очистку производят химическим, механическим и ультразвуковым способами.
При дефектации деталей производят внешний осмотр, проверку на специальных приборах для выявления невидимых глазом дефектов, проверку герметичности, измерение размеров и проверку для выявления отклонений от первоначальной геометрической формы.
При дефектации деталей ДВС (исключая детали топливной аппаратуры) необходимы следующие контрольно-измерительные инструменты, приборы и приспособления: микрометрические скобы с пределами измерений 0—75 мм, 25—50 мм и более в зависимости от размеров поршневых пальцев, шеек коленчатого вала и поршней; индикаторный нутрометр со вставками различной длины; микрометрический нутрометр; индикатор линейный со штативом; щупы; штангенциркули; уровень слесарный с ценой делений 0,05—0,20 мм на 1 м длины; резьбомеры; проверочная линейка стальная; приспособление для измерения расхождения щек кривошипа; грузы и тонкая стальная проволока для отвесов; металлические рулетки и метр.
Подбор запасных частей для проведения ремонта судовой силовой установки, судового оборудования и систем.
-
Обеспечивать техническую эксплуатацию главных энергетических установок судна, вспомогательных механизмов и связанных с ними систем управления.
-
Осуществлять контроль над выполнением национальных и международных требований по эксплуатации судна. -
Выполнять технический контроль обслуживания и ремонт судового оборудования. -
Осуществлять выбор оборудования, элементов и систем оборудования для замены в процессе эксплуатации судов. -
Осуществлять эксплуатацию судовых технических устройств в соответствии с установленными правилами и процедурами, обеспечивающие безопасность операций и отсутствие загрязнения окружающей среды.
Порядок ввода в эксплуатацию судового вспомогательного оборудования и систем после ремонта и проведения рабочих испытаний.
Дизель перед вводом в зимнее время при низкой температуре в машинном помещении следует обогреть имеющимися на судне или у судовладельца средствами и прогреть в соответствии с требованиями заводской инструкции по эксплуатации. До подготовки дизелей к действию необходимо проверить исправность противопожарных, водоотливных и осушительных средств, пожарной сигнализации в машинном помещении, аварийного освещения. Кроме того, при подготовке главных дизелей проверить правильность показаний машинного телеграмма, исправность действия всех средств в связи машинного помещения с рулевой рубкой и другими постами управления энергетической установкой.
1.7. Техническое обслуживание судовой силовой установки и другого судового оборудования
Техническое обслуживание судовой силовой установки под руководством судового механика.
Техническое обслуживание (ТО) двигателей и движителей, будучи профилактическим мероприятием, необходимо для их поддержания в работоспособном состоянии, своевременного выявления и предупреждения отказов и неисправностей.
Техническое обслуживание проводится, как правило, в сроки и в объеме, рекомендованном заводом — изготовителем, либо фирмой — гарантом и включает, в контрольно — диагностические, крепежные, регулировочные, смазочные и другие работы.
Обслуживание двигателей и движителей по периодичности, перечню и трудоемкости проводимых работ можно условно разделить, по общепринятой классификации, на ежедневное (ЕО), первое (ТО-1), второе (ТО-2) и сезонное (СТО).
Техническое обслуживание судовых насосов, воздушных компрессоров и вентиляторов под руководством судового механика.
После пуска обслуживающий персонал должен поддерживать нормальный режим работы компрессора, руководствуясь показаниями контрольно-измерительных приборов и результатами осмотров машины.
Особенно внимательно наблюдают за режимом работы смазочных систем компрессора, так как нарушение его может привести к быстрому выходу компрессора из строя или к аварии.
Важно для нормальной работы компрессоров имеет охлаждение цилиндров и газа в межступенчатых холодильниках. Своевременный контроль давления воды в подводящем трубопроводе, проверять подачу воды по сливным трубам на все охлаждаемые точки, и регулирует подачу воды так, чтобы ее температура не превышала 35—40° С. Пускать охлаждающую воду в рубашки цилиндров прогретого компрессора запрещается. Периодически очищают водяные рубашки цилиндров и холодильников.
Во время работы вентилятора необходимо следить за смазкой и температурой подшипников, отсутствием посторонних шумов и вибрации.
Нельзя допускать ударов и толчков по кожуху вентилятора, во избежание вмятин и перекосов, могущих привести к задеванию рабочего колеса за кожух.
При появлении не плотностей в соединениях корпуса и воздуховода следует устранить неисправности, при необходимости остановив вентилятор.
Если вентилятор не обеспечивает номинального напора или производительности, необходимо проверить правильность положения заслонок, частоту и правильность направления вращения, чистоту приемных решеток и фильтров, плотность воздуховодов. Обнаруженные неисправности устранить.
Для плавного пуска насоса, при наличии перепускного клапана, следует применить перепуск жидкости (частичный) во всасывающую полость; по мере стабилизации рабочего режима агрегата перепуск перекрыть.
Техническое обслуживание паровых котлов и связанных с ними вспомогательных механизмов и систем пароснабжения под руководством судового механика.
Эксплуатация парового котла производится в соответствии с Правилами обслуживания и ухода за ним, а также инструкциями проектанта и службы судового хозяйства (ССХ).
Пуск котла – одна из ответственных операций. Ей предшествуют детальный осмотр котла, проверка работоспособности всех элементов и узлов и подготовка его к пуску. Осматривают не только котел, но и все обслуживающие его системы, их арматуру, контрольно-измерительные приборы, средства автоматизации, защиты и управления.
В пароводяном коллекторе или сепараторе утилизационного котла уровни воды должны соответствовать инструкциям по эксплуатации. В помещениях котельной убирают посторонние предметы, проверяют исправность противопожарного оборудования, инструментов и приспособлений, необходимых для обслуживания котла. Вентилируют топку и газоходы котла в течение не менее 10 мин, чтобы исключить возможность взрыва смеси горючих газов и воздуха.
Растопку котла производят в такой последовательности. Открывают продувку пароперегревателя для охлаждения его паром, заполняют водой экономайзер, запускают топливный насос, с помощью системы рециркуляции подогревают мазут до 65–70°С и зажигают растопочную форсунку электровоспламенителем. Затем запускают электровентилятор на малую производительность и регулируют размер и форму факела для обеспечения бездымной работы котла. С начала растопки контролируют уровень воды в пароводяном коллекторе, периодически продувая водоуказательные приборы. Продувку ВУП производят до тех пор, пока давление в пароводяном коллекторе не достигнет 0,05–0,1 МПа. После этого продувка ВУП необходима лишь для прогрева стекол по мере повышения давления и перед включением котла в паропровод.
Во время действия котла для его обслуживания должны быть созданы условия для его безопасной и экономичной работы. С этой целью необходимо: поддерживать заданные температуру и уровень воды по ВУП, температуру и давление пара, температуру уходящих газов; обеспечивать бездымное горение при малых коэффициентах избытка воздуха, требуемое качество котловой воды, нормальную работу установки и водо подогревателей; содержать в исправном состоянии форсунки, арматуру, изоляцию котла и паропроводов; своевременно очищать поверхности нагрева с помощью сажеобдувочных устройств, используя результаты замера температур уходящих газов и перегретого пара.
Вывод из действия котла начинают с тщательной продувки. Затем постепенно выключают форсунки и закрывают регистры воздухонаправляющих устройств; отключают котел от главной магистрали и открывают продувку пароперегревателя; дополнительно подают питательную воду в котел до уровня, немного превышающего нормальный, и останавливают питательный насос; закрывают все дымовые и воздушные шиберы для медленного и равномерного остывания. Процесс расхолаживания во избежание температурных перекосов может быть весьма длительным.
Техническое обслуживание швартовной лебедки под руководством судового механика.
Швартовное устройство предназначено для крепления судна к причалу, швартовным бочкам и палам или к борту другого судна. В состав устройства входят: швартовные тросы, кнехты, клюзы, киповые планки, направляющие роульсы, вьюшки, швартовные механизмы, а также вспомогательные приспособления — стопоры, бросательные концы, кранцы, швартовные скобы.