Файл: Методические указания по выполнению курсового проекта по дисциплине технология сельскохозяйственного машиностроения.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 229
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
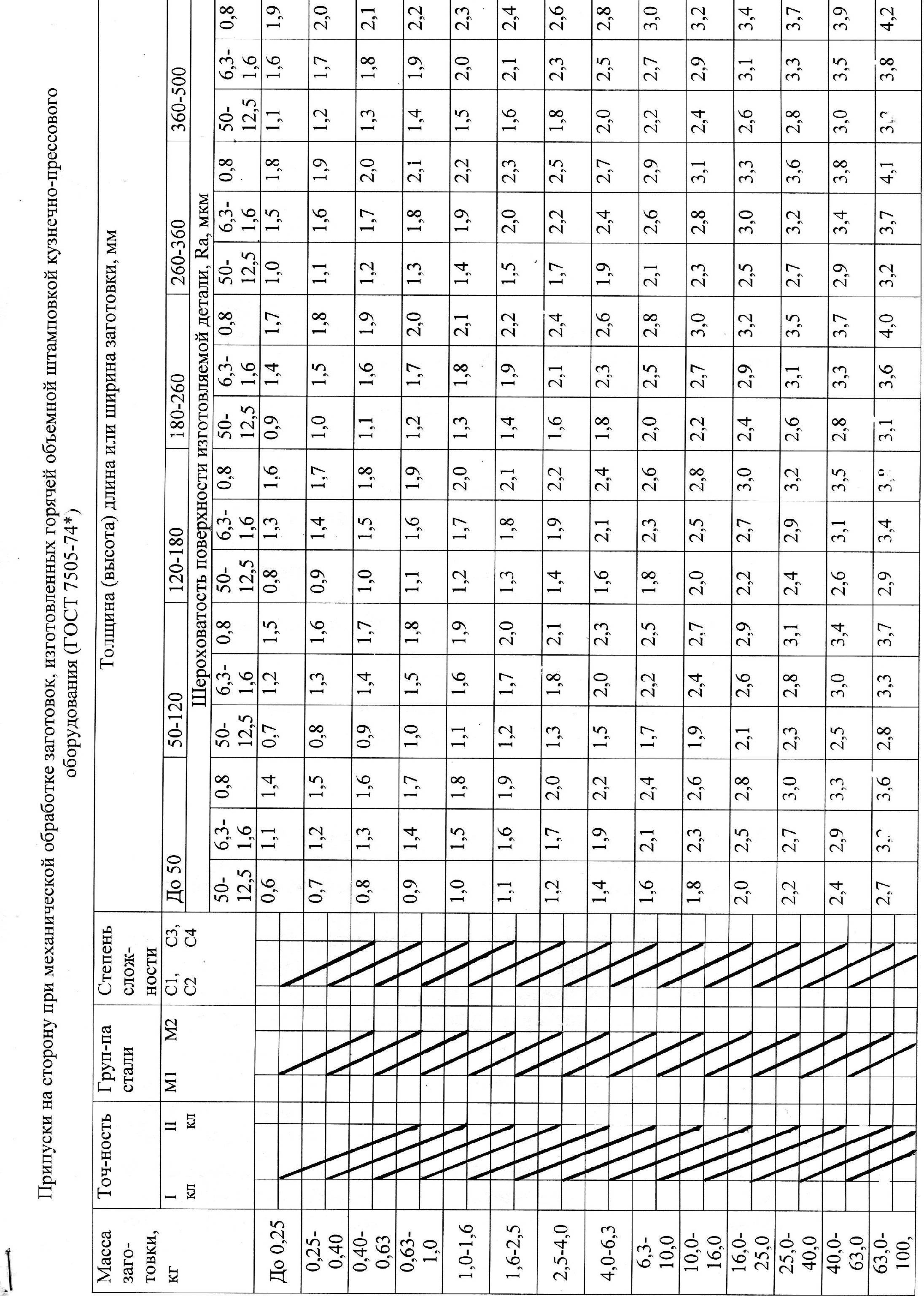
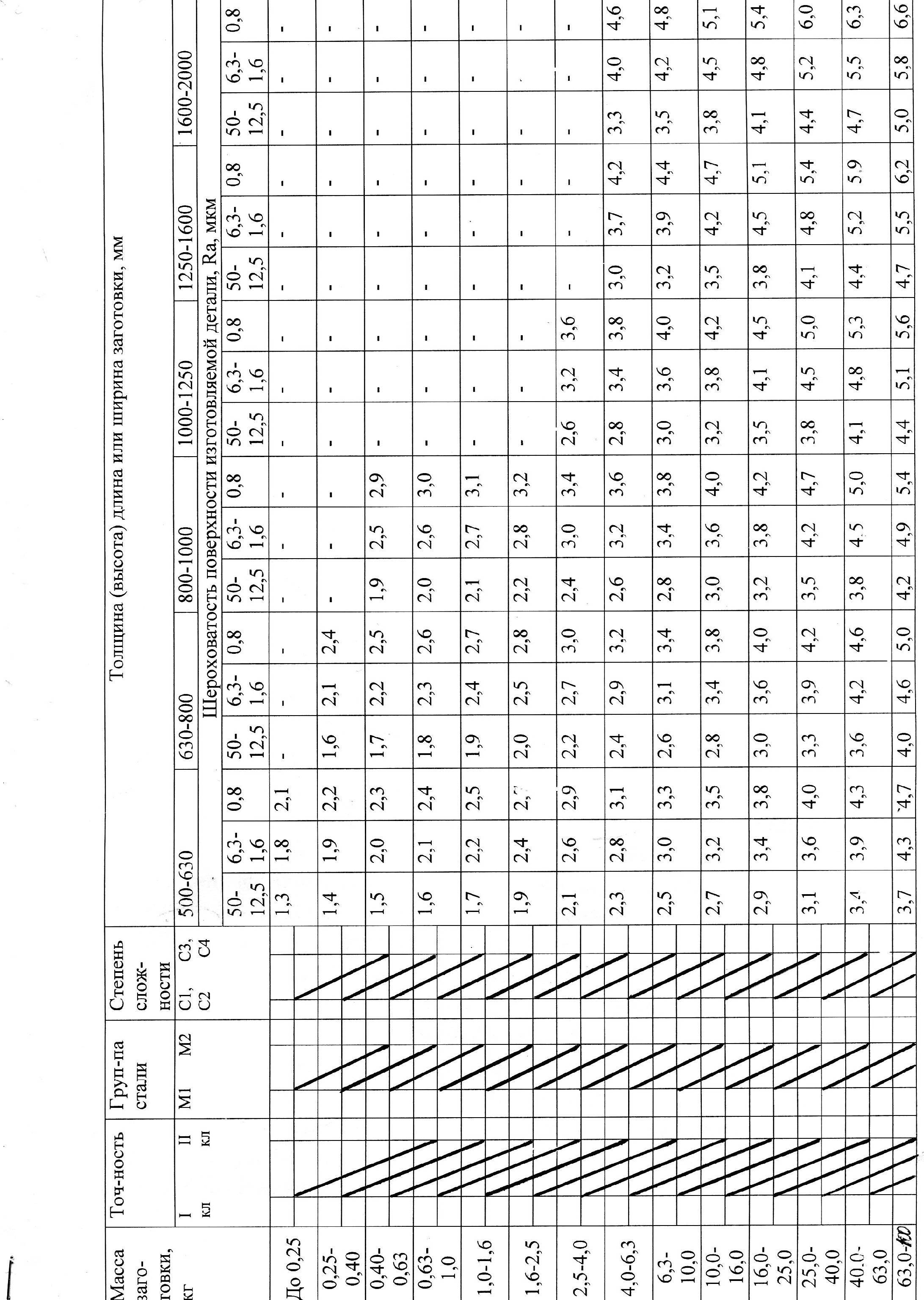
Припуски на механическую обработку стальных отливок (ГОСТ 2009), мм
| Наибольший габаритный размер детали | I класс точности | II класс точности | III класс точности | ||||||||||||||||||||
| Номинальный размер | |||||||||||||||||||||||
| До 50 | 50- 120 | 120- 260 | 260- 500 | 500- 800 | 800-1250 | До 50 | 50- 120 | 120- 260 | 260- 500 | 500- 800 | 800-1250 | До 50 | 50- 120 | 120- 260 | 260- 500 | 500- 800 | 800-1250 | ||||||
| До 120 120-260 261-500 501-800 801-1250 1250-2000 | 3,5 3,0 4,0 3,0 5,0 3,0 5,0 4,0 7,0 5,0 10,0 6,0 | - 5,0 3,5 5,0 4,0 6,0 4,5 7,0 5,0 11,0 6,0 | - - 6,0 4,0 7,0 5,0 8,0 6,0 12,0 6,0 | - - - 7,0 5,0 8,0 6,0 13,0 7,0 | - - - - 9,0 6,0 14,0 7,0 | - - - - - 16,0 7,0 | 4,0 4,0 5,0 4,0 6,0 5,0 7,0 5,0 8,0 6,0 9,0 7,0 | 4,0 3,0 6,0 4,0 7,0 5,0 8,0 6,0 9,0 7,0 10,0 7,0 | - - 7,0 6,0 9,0 6,0 10,0 7,0 10,0 8,0 | - - - 10,0 8,0 10,0 8,0 11,0 8,0 | - - - - 11,0 8,0 12,0 9,0 | - - - - - - | 5,0 4,0 5,0 4,0 6,0 5,0 7,0 5,0 9,0 6,0 10,0 7,0 | - 6,0 5,0 8,0 6,0 8,0 6,0 11,0 8,0 11,0 8,0 | - - 9,0 6,0 10,0 7,0 12,0 8,0 12,0 9,0 | - - - 11,0 7,0 12,0 8,0 13,0 9,0 | - - - - 13,0 9,0 14,0 10,0 | - - - - - 16,0 11,0 | |||||
| Примечание. Значения припусков в числителе при заливке вверху, в знаменателе - при заливке снизу или сбоку. | |||||||||||||||||||||||
Допускаемые отклонения (±) на размеры чугунных и стальных отливок
(по ГОСТ 26645 и ГОСТ 2009) Размеры, мм
| Размеры отливки | Номинальный размер детали | |||||
| До 50 | 50-120 | 120-260 | 260-500 | 500-800 | 800-1250 | |
| До 120 120-260 260-500 500-1250 1250-3150 3150-5000 | I класс точности | |||||
| 0,2 0,3 0,4 0,6 0,8 1,0 | 0,3 0,4 0,6 0,8 1,0 1,2 | - 0,6 0,8 1,0 1,2 1,5 | - - 1,0 1,4 1,4 1,8 | - - - 1,4 1,6 2,0 | - - - 1,6 2,0 2,5 | |
| I класс точности | ||||||
| До 260 260-500 500-1250 1250-3150 3150-3600 | 0,5 0,8 1,0 1,2 1,5 | 0,8 1,0 1,2 1,5 1,8 | 1,0 1,2 1,5 2,0 2,2 | - 1,5 2,0 2,5 3,0 | - - 2,5 3,0 4,0 | - - 3,0 4,0 5,0 |
| III класс точности | ||||||
| До 500 500-1250 1250-3150 3150-3600 | 1,0 1,2 1,5 1,8 | 1,5 1,8 2,0 2,2 | 2,0 2,2 2,5 3,0 | 2,5 3,0 3,5 4,0 | - 4,0 5,0 5,5 | - 5,0 6,0 6,5 |
| Примечание. I класс точности соответствует массовому типу производства, II класс точности- серийному и III класс точности – единому производству | ||||||
Допуски отклонения от длины заготовки, мм
| Диаметр заготовки | Общая длина заготовки | |||||
| До 18 | 18-50 | 50-120 | 120-260 | 260-500 | Св. 500 | |
| До 30 30-50 50-120 120-300 | 0,4 0,5 0,6 0,8 | 0,5 0,6 0,7 0,9 | 0,7 0,7 0,8 1,0 | 0,8 0,8 1,0 1,2 | 1,0 1,0 1,2 1,4 | 1,2 1,2 1,3 1,5 |
| Номинальный диаметр | Операция | Припуск на диаметр при расчетной длине | ||||||||
| До 25 | 25-63 | 63-100 | 100-160 | 160-250 | 250-400 | 400-630 | 630-1000 | 1000-1600 | ||
| До 6 | Точение черновое Точение чистовое Шлифование | 2,5 1,0 0,25 0,30 | 2,5 1,0 0,25 0,30 | 2,5 1,0 0,25 0,30 | 3,0 1,0 0,25 0,30 | 3,0 1,0 0,3 0,4 | 3,5 1,1 0,4 0,4 | - - 0,4 0,5 | - - 0,4 - | - - - |
| 6-10 | Точение черновое Точение чистовое Шлифование | 3,0 1,2 0,25 0,30 | 3,0 1,2 0,25 0,3 | 3,0 1,2 0,25 0,30 | 3,5 1,5 0,25 0,40 | 3,5 1,5 0,3 0,4 | 3,5 1,5 0,3 0,4 | 3,5 1,5 - | - 2,0 - | - - - |
| 10-18 | Точение черновое Точение чистовое Шлифование | 3,0 1,0 0,3 0,3 | 3,0 1,0 0,3 0,3 | 3,0 1,0 0,3 0,3 | 3,5 1,5 0,3 0,4 | 3,5 1,5 0,3 0,4 | 3,5 1,5 0,4 0,5 | 3,5 1,5 0,4 0,5 | - 2,0 0,4 | - - 0,5 |
| 18-30 | Точение черновое Точение чистовое Шлифование | 3,5 1,5 0,3 0,4 | 3,5 1,5 0,3 0,4 | 3,5 1,5 0,3 0,4 | 3,5 1,5 0,3 0,4 | 3,5 1,5 0,4 0,4 | 3,5 1,5 0,4 0,5 | 4,0 2,0 0,5 0,5 | 5,0 2,0 0,5 0,6 | 5,0 2,5 0,6 0,7 |
| 30-50 | Точение черновое Точение чистовое Шлифование | 4,0 1,5 0,4 0,4 | 4,0 1,5 0,4 0,4 | 4,0 1,5 0,4 0,4 | 4,5 1,5 0,4 0,5 | 4,5 1,5 0,4 0,5 | 4,5 1,5 0,4 0,5 | 5,0 2,0 0,5 0,6 | 5,5 2,5 0,6 0,7 | 6,0 2,5 0,7 0,9 |
| 50-80 | Точение черновое Точение чистовое Шлифование | 4,0 1,5 0,4 0,4 | 4,0 1,5 0,4 0,4 | 4,0 1,5 0,4 0,4 | 4,5 1,5 0,4 0,5 | 4,5 1,5 0,4 0,5 | 4,5 2,0 0,5 0,6 | 5,0 2,0 0,5 0,6 | 5,5 2,0 0,6 0,7 | 6,0 2,5 0,7 0,9 |
| 80-120 | Точение черновое Точение чистовое Шлифование | 5,5 2,0 0,5 0,5 | 5,5 2,0 0,5 0,5 | 5,5 2,0 0,5 0,5 | 6,0 2,0 0,5 0,6 | 6,0 2,0 0,5 0,6 | 7,0 2,0 0,5 0,7 | 7,5 2,5 0,6 0,7 | 8,5 2,5 0,6 0,8 | 8,5 3,0 0,8 0,9 |
| 120-200 | Точение черновое Точение чистовое Шлифование | 6,0 2,0 0,5 0,5 | 6,0 2,0 0,5 0,5 | 6,0 2,0 0,5 0,5 | 7,0 2,0 0,5 0,7 | 7,0 2,5 0,6 0,7 | 7,5 2,5 0,6 0,8 | 8,0 3,0 0,6 0,8 | 9,0 3,0 0,7 0,9 | 9,0 3,5 0,8 1,0 |
| Примечания: 1. В числителе даны припуски для незакаленных деталей, в знаменателе - для закаленных. 2. При обработке с уступами припуск назначается по отношению к общей длине детали. 3. При закаливании деталей, изготовленных из сталей, подверженных значительным термическим деформациям (например, из стали 45), припуски под шлифование следует увеличивать. | ||||||||||