Файл: Методические указания по выполнению курсового проекта по дисциплине технология сельскохозяйственного машиностроения.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 903
Скачиваний: 2
превращаемого в стружку; к увеличению потребности в оборудовании и рабочей силе. При этом затрудняется построение операций на настроенных станках, снижается точность обработки в связи с увеличением упругих отжатий в технологической системе и усложняется применение приспособлений.
Назначение недостаточно больших припусков не обеспечивает удаление дефектных слоев материала и достижения требуемой точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок и приводит к их удорожанию, затрудняет разметку и выверку положения заготовок на станках при обработке по методу пробных ходов и увеличивает опасность появления брака.
Операционный припуск - это слой материала, удаляемый с заготовки при выполнении одной технологической операции (рисунок 4).
Операционный припуск равняется сумме промежуточных припусков, т.е. припусков на отдельные переходы, входящие в данную операцию.
Общий номинальный припуск определяется:
где: Ziном. - номинальный (расчетный) припуск на отдельную операцию;
n-общее количество операций обработки детали.
Минимальный операционный припуск ![]() - разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции.
- разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции.
Максимальный предельный припуск ![]() - разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.
- разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.![]()
![]() - допуски для предыдущей и последующей операции или переходов.
- допуски для предыдущей и последующей операции или переходов.
Допуск припуска - это разность между максимальным и минимальным
значениями размера припуска.
Номинальный (расчетный) операционный припуск Ziном – разность номинальных размеров изделия до и после обработки на данной операции
При ориентировочных расчетах припуск на механическую обработку можно принять соотношениеУвеличение допуска для предыдущих операций неизбежно вызывает увеличение припуска для последующих и наоборот.В связи с этим при назначении операционных припусков и допусков должны быть решены следующие технико-экономические задачи:1)Операционный припуск должен быть не слишком большим, чтобы не удорожать операцию, и не слишком малым, чтобы не удорожать предшествующую операцию вследствие повышения ее точности.2)Операционный допуск должен быть достаточно широким, чтобы облегчить выполнение данной операции, но не слишком широким, чтобы не удорожать. Дисх.заг.Дток
;![]() - номинальный общий припуск на шлифование.
- номинальный общий припуск на шлифование.
Наименьший операционный припуск складывается из отдельных элементов, связанных с различными погрешностями, т.е.![]()
Z1-слой металла, который необходимо удалить с заготовки для устранения неровностей после предыдущей обработки RZi-1 и дефектного слоя hi-1, возникшего в связи с обезуглероживанием, коррозией, перенаклепом, образованием трещин.
Для тел вращения ![]()
при односторонней обработке ![]()
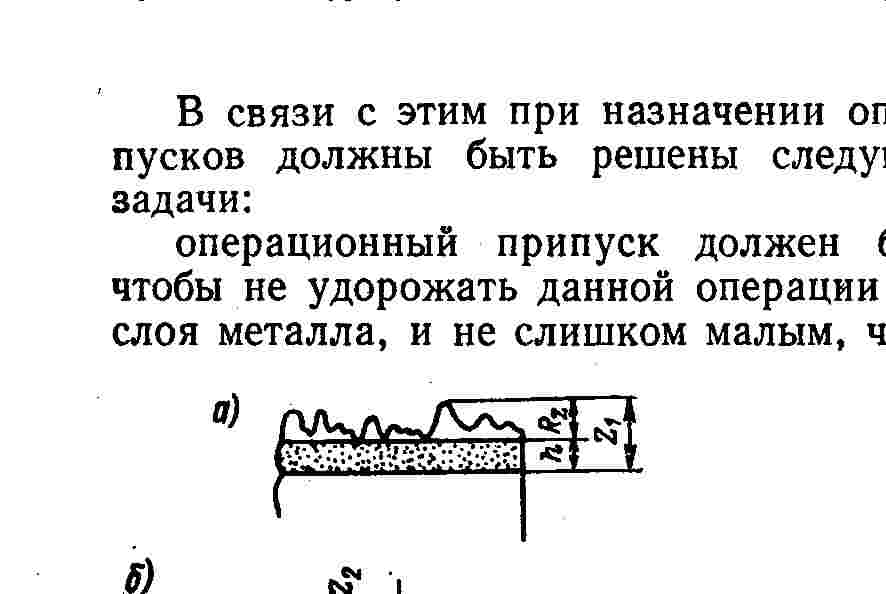
Рисунок 4 – Операционный припуск
Z2 - слой металла, удаляемый для компенсации погрешности форм и пространственных отклонений относительно базовых поверхностей исходной заготовки (несоосность, не параллельность) обрабатываемых поверхностей к линии центровых отверстий, неперпендикулярность торцовых поверхностей к линии центровых отверстий.Z3 - слой металла, удаляемый для компенсации погрешности установки заготовки*.4.7 Расчет припусков на механическую обработку
Расчет начинается с определения минимального припуска , удаление которого необходимо с обрабатываемой поверхности.В зависимости от вида обработки формула может видоизменяться:а) при обработке отверстий самонаправляющимися инструментами:- протягивание;- развертывание;-хонингование;-доводка;-калибрование,-безцентровое шлифование.Z3=0б) при суперфинишировании и полировании валов и отверстий, когда не ставится задача повышения точности заготовок, а только требование уменьшения шероховатости поверхности и устранение дефектного слоя принимаем Z2=0; Z3=0, аПосле определения величины минимального припуска устанавливается размер максимально возможного при неблагоприятных сочетаниях промежуточных размеров припуска ________________________________________________________________________Примечание: Z2-связанное с пространственными отклонениями, обозначается через «»Z3-установка заготовки, обозначается «»hi-1-через Т-дефектный слой.Когда значение истинного припуска зависит от нескольких размеров, его величина Zimax рассматривается как замыкающее звено Ао.Расчет припусков может быть также произведен и по предельным размерам составляющих звеньев по формулам:когда припуск принимается в качестве замыкающего звена размерной цепиПример1.Определить операционные припуски и размеры при обработке стального вала 45h8, L=100мм, Rz=3,2мкм. Последовательным обтачиванием и шлифованием.Заготовка - горячий прокат.ES=0,4мм Rz=150мкм - микронеровностиEI=-0,7мм T=250мкм - дефектный слой на прокатеПространственная погрешность Z2.Удельная кривизна к=0,12мкмОбщая кривизна заготовки, обрабатываемая в центреПространственная погрешность Z3.Величина смещения оси заготовки в результате погрешности зацентровкигде Т - допуск в мм на диаметр базовой поверхности заготовки, используемой при центрировании.Суммарное значение пространственной погрешности Заготовка после обточки погрешность по h11поле допуска Т=-0,16мм
Rz=20мкм
h=30 биение Z3=0,1мм Все справочные данные сводим в таблицу| Операция | Предел. отклонение выдерживаемого р-ра, мм | Достигаемая шероховатость | Дефектный слой hi (Т), мкм | Z2 | Z3 |
| Горячий прокат (исх. заготовка) | | 150 | 250 | 0,006 | 0,39 |
| Обтачивание | | 20 | 30 | - | 0,1 |
Шлифование | | 3,2 | 5,0 | - | - |
Расчет припусков и операционных размеров производится в направлении от обработанной поверхности к исходной заготовке.Шлифование: минимальный припуск. По формуле:Расчетный номинальный припуск определяется по формуле:Максимальный припуск определяется по формуле:Обтачивание. Номинальный (наибольший) операционный размер определяется по формуле:Окончательно Дток=45,36-0,16 ммМинимальный припуск на обтачиваниеНоминальный (расчетный) припуск на обтачиваниеРасчетный диаметр заготовкиПо сортаменту горячего проката (ГОСТ 2590) диаметр пруткаПри этом фактические размеры припусков на обтачивание составляют:максимальный припускПример 2. Рассчитать припуски на обработку и промежуточные для отверстия корпуса 50Н9 (рисунок 5).Заготовка-отливка 1 класса точности.Масса-3,5кг.Технологический маршрут обработки состоит из двух операций:1) черновое обтачивание;2) чистовое обтачивание.Базами служит плоскость основания и 2 отверстия 10Н7.Расчет припусков на обработку отверстия 50Н9 в таблице, в которой последовательно записывается технологический маршрут обработки отверстия и все значения элементов припуска (таблица 3).