Файл: белорусский государственный технологический университет.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.12.2023
Просмотров: 1114
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
окружающей среды.
Для получения температурных зависимостей длительного Е, мгновенного Н модулей и времени релаксации tр определяли значения данных параметров вязкоупругости при различных температурах (20, 40, 60, 80ºС) на установке [2]. Точность регулирования темпера- туры составляла ±1ºС. С помощью тензодатчика записывали деформа- цию рабочей части образца как функцию времени (кривые кратковре- менной ползучести) при данной температуре.
Значения мгновенного и длительного модулей и времени релак- сации рассчитывали по методу наименьших квадратов по линеаризо- ванным кривым кратковременной ползучести. На рисунке приведены зависимости параметров вязкоупругости от температуры.
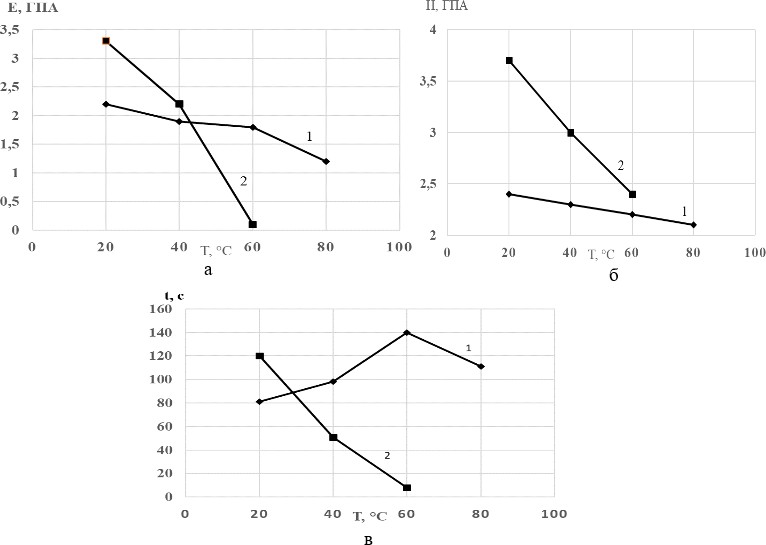
Рисунок – Зависимости длительного модуля (а), мгновенного модуля (б) и времени релаксации (в) от температуры: 1 – АБС-пластик; 2 – PLA.
Зависимости параметров упругости от температуры, представ- ленные на рисунке типичны для полимерных материалов. С увеличе- нием температуры длительный и мгновенный модули для исследован- ных материалов снижаются. Для PLAс увеличением температуры время релаксации снижается, а для ABS-пластика, напротив, увеличи- вается.
Полученные в результате исследования данные о температурных зависимостях параметров вязкоупругости могут быть использованы для моделирования поведения изделий, изготовленных из термопла- стичных материалов методами 3D-печати и находящихся при длитель- ном воздействии нагрузки и повышенной температуры
ЛИТЕРАТУРА
УДК 621.01
Студ. Д.Ю. Вешторт, А.Г. Овсейчик Науч. рук. зав. кафедрой О.И. Карпович (кафедра механики и конструирования, БГТУ)
Одним из преимуществ применения аддитивных технологий в производстве является меньшее количество этапов технологического процесса создания готового к применению изделия. Также отсутствует необходимость в изготовлении дополнительной технологической оснастки, что сильно сказывается на удельной трудоемкости, скорости изготовления и конечной стоимости при условии малого количества требуемых изделий.
ОАО «БелАЗ» производит тяжеловесные карьерные самосвалы, которые поставляются во множество стран мира. У каждого заказчика такой техники индивидуальные требования к конструкции автомобиля и появляется необходимость в проектировании и производстве эксклю- зивных деталей и прочих элементов конструкции. В данном случае ад- дитивные технологии могут сильно облегчить и ускорить изготовление изделия. Кроме того одним из важных направлений работы конструк- торов является снижение массы автомобиля.
Цель работы: изучить возможность изготовления элементов си- стем кондиционирования и отопления автомобиля БелАЗ с использова- нием аддитивных технологий.
На основании анализа применяемой на данный момент в автомо- биле системы кондиционирования и отопления, а также анализа требо- ваний разработана оригинальная конструкция элементов данной си- стемы. Конструкция элементов системы разрабатывалась из условия минимума поддерживающих структур. Выполнены необходимые рас- четы на прочность и жесткость. В качестве материала выбран АБС-пла- стик. Замена металлических деталей на пластиковые позволило сни- зить массу системы более чем в два раза.
Разработан технологический процесс изготовления деталей си- стемы. Для изготовления элементов использована известная техноло- гия 3Д-печати – экструзия материала. По разработанному технологиче- скому процессу получены макеты элементов систем кондиционирова- ния и отопления автомобиля БелАЗ. Результаты работы переданы в от- дел главного конструктора и на данный момент изучаются специали- стами предприятия для оценки возможного внедрения.
УДК 685.363.22+778.64
Студ. О.С. Жук Науч. рук. доц. А.Л. Наркевич
(кафедра механики и конструирования, БГТУ)
Требования к жесткости и прочности конструкции, а также пра- вила проведения соревнований обуславливают форму спортивно-бего- вых лыж. В облегченных конструкциях лыж средний клин разносит основные силовые слои и выполняется в основном из сотовых или пеноматериалов. Представляет интерес выполнение среднего клина с применением аддитивного технологического процесса, который позво- ляет учитывать индивидуальные особенности спортсмена. Цель работы
- выявить особенности конструкции среднего клина облегченной спор- тивно-беговой лыжи, получаемой с применением аддитивного техно- логического процесса экструзией термопластичного материала (3D-печати), и предложить вариант конструкции.
Предварительно проведен аналитический обзор технологий изго- товления лыж, используемых материалов и технологическое оборудо- вание для 3D-печати. Исходя их способа изготовления - послойной пе- чати на ограниченном пространстве, ввиду продольной симметрии лыжи и ее специфической криволинейной формы наиболее целесооб- разна печать клина из отдельных частей. Ввиду применяемых техноло- гий 3D-печати для частей клина и последующей сборки лыжи поверх- ности всех частей клина должны быть сплошными, а для сохранения геометрии отдельных частей клина и лыжи в целом в полостях частей клина должен находиться заполнитель в виде напечатанной, например, сетчатой конструкции.
Таким образом, формируемые поверхности отдельных частей клина и сетчатый заполнитель могут внести вклад в обеспечение тре- буемой жесткости лыжи. Регулирование жесткости клина возможно ва- рьированием значений толщины боковых стенок, верхнего и нижнего слоев клина, геометрическими параметрами заполнителя и применяе- мым материалом. Для соединения частей клина между собой предло- жены механические и адгезионные соединения.
В результате разработана конструкция среднего клина спор- тивно-беговой лыжи с учётом особенностей технологического про- цесса экструзией термопластичного материала.
УДК 628.9.061+628.9.066+681.586.7+778.64
Студ. А.П. Михасёнок
Науч. рук. доц. А.Л. Наркевич
(кафедра механики и конструирования, БГТУ)
КОНСТРУКЦИЯ СВЕТИЛЬНИКА-НОЧНИКА С ДАТЧИКОМ ДВИЖЕНИЯ И АДДИТИВНЫЕ ТЕХНОЛОГИИ ДЛЯ ЕГО ПРОИЗВОДСТВА
Широкие возможности создания сложных изделий с помощью аддитивных технологий, а также большой выбор материалов позво- ляют уделять достаточно внимания визуальной составляющей изделия. Наиболее важную роль во многих, в частности декоративных, изделиях играет качество поверхностей. При печати прозрачными полимерами возникают собственные особенности и сложности не только в качестве внешних поверхностей, но также в ее заполнении.
Цель работы – расширить область применения аддитивных тех- нологий с применением светопрозрачных материалов.
Рассмотрены основные методы аддитивного синтеза печати светопрозрачными термопластами: экструзии материала и фотополи- меризации в ванне, их основные параметры и качества получаемых по- верхностей. Проанализированы основные дефекты и эффекты, возни- кающие при печати прозрачными полимерами, а также пути их устра- нения и достижения соответственно, в том числе рассмотрены основ- ные методы обработки полученных изделий в зависимости от матери- ала с целью достижения их прозрачности или матовости.
В качестве светопрозрачного изделия для демонстрации возмож- ностей аддитивных технологий предложен ночник с датчиком движе- ния: корпус светильника состоит полностью из прозрачного материала и обладает невысокой степенью матовости для рассеивания света; кор- пус датчика движения состоит из рассеивателя с высокой матовостью и остальной части из непрозрачного материала.
Такие изделия могут получаться как в единичном и мелкосерий-
Для получения температурных зависимостей длительного Е, мгновенного Н модулей и времени релаксации tр определяли значения данных параметров вязкоупругости при различных температурах (20, 40, 60, 80ºС) на установке [2]. Точность регулирования темпера- туры составляла ±1ºС. С помощью тензодатчика записывали деформа- цию рабочей части образца как функцию времени (кривые кратковре- менной ползучести) при данной температуре.
Значения мгновенного и длительного модулей и времени релак- сации рассчитывали по методу наименьших квадратов по линеаризо- ванным кривым кратковременной ползучести. На рисунке приведены зависимости параметров вязкоупругости от температуры.
Рисунок – Зависимости длительного модуля (а), мгновенного модуля (б) и времени релаксации (в) от температуры: 1 – АБС-пластик; 2 – PLA.
Зависимости параметров упругости от температуры, представ- ленные на рисунке типичны для полимерных материалов. С увеличе- нием температуры длительный и мгновенный модули для исследован- ных материалов снижаются. Для PLAс увеличением температуры время релаксации снижается, а для ABS-пластика, напротив, увеличи- вается.
Полученные в результате исследования данные о температурных зависимостях параметров вязкоупругости могут быть использованы для моделирования поведения изделий, изготовленных из термопла- стичных материалов методами 3D-печати и находящихся при длитель- ном воздействии нагрузки и повышенной температуры
ЛИТЕРАТУРА
-
Ставров, В.П. Механика композиционных материалов: Учеб. пособие. / В.П. Ставров. – Минск: БГТУ, 2008. – 259 с. -
Карпович, О.И. Температурные зависимости вязкоупругих свойств материала на основе смеси АБС-пластика и полипропилена / О.И. Карпович // Новые технологии рециклинга отходов производства и потребления: материалы Междунар. науч.-техн. конф., Минск 28–29 мая 2008 г. / Белорус. гос. технолог. ун-т; редкол.: И. М. Жарский [и др.]. – Минск, 2008. – С. 148–151.
УДК 621.01
Студ. Д.Ю. Вешторт, А.Г. Овсейчик Науч. рук. зав. кафедрой О.И. Карпович (кафедра механики и конструирования, БГТУ)
1 ... 123 124 125 126 127 128 129 130 ... 137
ПРИМЕНЕНИЕ АДДИТИВНЫХ ТЕХНОЛОГИЙ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ СИСТЕМ КОНДИЦИОНИРОВАНИЯ И ОТОПЛЕНИЯ АВТОМОБИЛЯ БЕЛАЗ
Одним из преимуществ применения аддитивных технологий в производстве является меньшее количество этапов технологического процесса создания готового к применению изделия. Также отсутствует необходимость в изготовлении дополнительной технологической оснастки, что сильно сказывается на удельной трудоемкости, скорости изготовления и конечной стоимости при условии малого количества требуемых изделий.
ОАО «БелАЗ» производит тяжеловесные карьерные самосвалы, которые поставляются во множество стран мира. У каждого заказчика такой техники индивидуальные требования к конструкции автомобиля и появляется необходимость в проектировании и производстве эксклю- зивных деталей и прочих элементов конструкции. В данном случае ад- дитивные технологии могут сильно облегчить и ускорить изготовление изделия. Кроме того одним из важных направлений работы конструк- торов является снижение массы автомобиля.
Цель работы: изучить возможность изготовления элементов си- стем кондиционирования и отопления автомобиля БелАЗ с использова- нием аддитивных технологий.
На основании анализа применяемой на данный момент в автомо- биле системы кондиционирования и отопления, а также анализа требо- ваний разработана оригинальная конструкция элементов данной си- стемы. Конструкция элементов системы разрабатывалась из условия минимума поддерживающих структур. Выполнены необходимые рас- четы на прочность и жесткость. В качестве материала выбран АБС-пла- стик. Замена металлических деталей на пластиковые позволило сни- зить массу системы более чем в два раза.
Разработан технологический процесс изготовления деталей си- стемы. Для изготовления элементов использована известная техноло- гия 3Д-печати – экструзия материала. По разработанному технологиче- скому процессу получены макеты элементов систем кондиционирова- ния и отопления автомобиля БелАЗ. Результаты работы переданы в от- дел главного конструктора и на данный момент изучаются специали- стами предприятия для оценки возможного внедрения.
УДК 685.363.22+778.64
Студ. О.С. Жук Науч. рук. доц. А.Л. Наркевич
(кафедра механики и конструирования, БГТУ)
КОНСТРУКЦИЯ СРЕДНЕГО КЛИНА ОБЛЕГЧЕННОЙ СПОРТИВНО-БЕГОВОЙ ЛЫЖИ И ТЕХНОЛОГИЯ ЕГО ПРОИЗВОДСТВА С ПРИМЕНЕНИЕМ МЕТОДОВ АДДИТИВНОГО СИНТЕЗА
Требования к жесткости и прочности конструкции, а также пра- вила проведения соревнований обуславливают форму спортивно-бего- вых лыж. В облегченных конструкциях лыж средний клин разносит основные силовые слои и выполняется в основном из сотовых или пеноматериалов. Представляет интерес выполнение среднего клина с применением аддитивного технологического процесса, который позво- ляет учитывать индивидуальные особенности спортсмена. Цель работы
- выявить особенности конструкции среднего клина облегченной спор- тивно-беговой лыжи, получаемой с применением аддитивного техно- логического процесса экструзией термопластичного материала (3D-печати), и предложить вариант конструкции.
Предварительно проведен аналитический обзор технологий изго- товления лыж, используемых материалов и технологическое оборудо- вание для 3D-печати. Исходя их способа изготовления - послойной пе- чати на ограниченном пространстве, ввиду продольной симметрии лыжи и ее специфической криволинейной формы наиболее целесооб- разна печать клина из отдельных частей. Ввиду применяемых техноло- гий 3D-печати для частей клина и последующей сборки лыжи поверх- ности всех частей клина должны быть сплошными, а для сохранения геометрии отдельных частей клина и лыжи в целом в полостях частей клина должен находиться заполнитель в виде напечатанной, например, сетчатой конструкции.
Таким образом, формируемые поверхности отдельных частей клина и сетчатый заполнитель могут внести вклад в обеспечение тре- буемой жесткости лыжи. Регулирование жесткости клина возможно ва- рьированием значений толщины боковых стенок, верхнего и нижнего слоев клина, геометрическими параметрами заполнителя и применяе- мым материалом. Для соединения частей клина между собой предло- жены механические и адгезионные соединения.
В результате разработана конструкция среднего клина спор- тивно-беговой лыжи с учётом особенностей технологического про- цесса экструзией термопластичного материала.
УДК 628.9.061+628.9.066+681.586.7+778.64
Студ. А.П. Михасёнок
Науч. рук. доц. А.Л. Наркевич
(кафедра механики и конструирования, БГТУ)
КОНСТРУКЦИЯ СВЕТИЛЬНИКА-НОЧНИКА С ДАТЧИКОМ ДВИЖЕНИЯ И АДДИТИВНЫЕ ТЕХНОЛОГИИ ДЛЯ ЕГО ПРОИЗВОДСТВА
Широкие возможности создания сложных изделий с помощью аддитивных технологий, а также большой выбор материалов позво- ляют уделять достаточно внимания визуальной составляющей изделия. Наиболее важную роль во многих, в частности декоративных, изделиях играет качество поверхностей. При печати прозрачными полимерами возникают собственные особенности и сложности не только в качестве внешних поверхностей, но также в ее заполнении.
Цель работы – расширить область применения аддитивных тех- нологий с применением светопрозрачных материалов.
Рассмотрены основные методы аддитивного синтеза печати светопрозрачными термопластами: экструзии материала и фотополи- меризации в ванне, их основные параметры и качества получаемых по- верхностей. Проанализированы основные дефекты и эффекты, возни- кающие при печати прозрачными полимерами, а также пути их устра- нения и достижения соответственно, в том числе рассмотрены основ- ные методы обработки полученных изделий в зависимости от матери- ала с целью достижения их прозрачности или матовости.
В качестве светопрозрачного изделия для демонстрации возмож- ностей аддитивных технологий предложен ночник с датчиком движе- ния: корпус светильника состоит полностью из прозрачного материала и обладает невысокой степенью матовости для рассеивания света; кор- пус датчика движения состоит из рассеивателя с высокой матовостью и остальной части из непрозрачного материала.
Такие изделия могут получаться как в единичном и мелкосерий-