Файл: Мордовского государственного университета им. Н. П. Огарёва.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.12.2023
Просмотров: 193
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
, соприкасающимся с конусным углублением (рис. 3.9, в):
 (3.50)
(3.50)
гдеrс– радиус сферы опорного торца винта, мм; – угол при вершине конусного углубления ( = 1200).
– угол при вершине конусного углубления ( = 1200).
Коэффициент Кфдля винта с кольцевым опорным торцом или гайкой (рис.3.9, г, д):
 , (3.51)
, (3.51)
где – наружный и внутренний диаметры опорного кольцевого торца винта или гайки, мм.
– наружный и внутренний диаметры опорного кольцевого торца винта или гайки, мм.
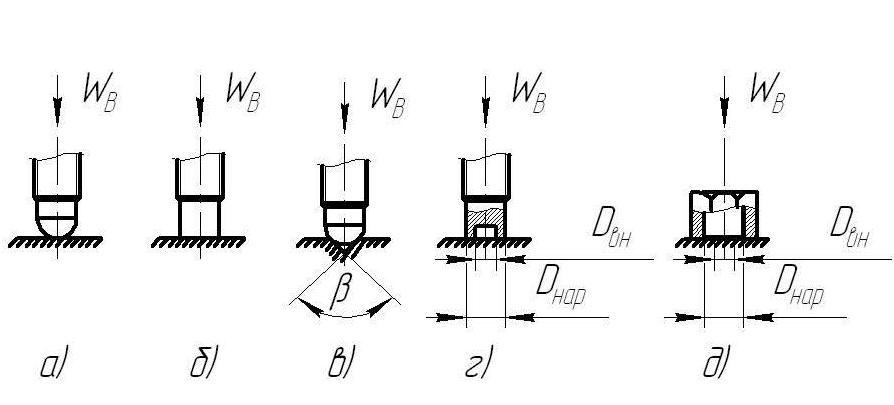
Рисунок 3.9 - Виды опорных поверхностей зажимных механизмов приспособлений
Если принять , то для метрической резьбы можно с достаточной степенью точности определить силу зажима:
, то для метрической резьбы можно с достаточной степенью точности определить силу зажима:
 (3.52)
(3.52)
где – наружный диаметр резьбы, мм.
– наружный диаметр резьбы, мм.
Наружный диаметр винта в зависимости от требуемой силы зажима и допускаемого напряжения винта на растяжение:
 ,
,
где – допускаемое напряжение на временное сопротивление материала винта при переменной нагрузке, Н/м ( = 58 ... 98 Н/м).
– допускаемое напряжение на временное сопротивление материала винта при переменной нагрузке, Н/м ( = 58 ... 98 Н/м).
Методика и примеры расчета эксцентриковых зажимов, пневмоприводов, кулачковых патронов и др. приведены в [11, 16].
4. ГРАФИЧЕСКАЯ ЧАСТЬ
К графической части курсовой работы относятся:
Формат чертежей указывает преподаватель в зависимости от направления подготовки студентов.
Чертежи детали и заготовки выполняются с соблюдением всех требований Единой системы конструкторской документации в специальных программах для проектирования конструкторской документации (например, «Компас», «Autocad» и др.). Если заготовкой является отрезок проката, то вместо чертежа заготовки вычерчивается чертеж металлорежущего инструмента используемого в технологическом процессе.
Сборочный чертеж станочного приспособления обязательно должен содержать спецификацию на детали или сборочные единицы приспособления.
Схема технологического процесса выполняется в виде таблицы 4.1 с названием «Технологический процесс механической обработки (наименование детали)», имеющей следующие графы:
1. Технологическая операция и ее содержание. В этой графе приводится номер и название технологической операции (Например, 020.Токарная), содержание всех вспомогательных и технологических переходов (Например, Установить и закрепить деталь. Проточить поверхность втулки ϕ 60 до ϕ55-0,75 и т.д.).
2. Эскиз. В этой графе вычерчивается эскиз заготовки после выполнения текущей операции с указанием схем установки и полученных размеров. Обозначения схем установки заготовки необходимо выполнять в соответствии с таблицами 11-12 (приложения А) и ГОСТ 3.1107-81.
3. Оборудование. Приводится марка станка.
4. Приспособление.Приводится название специального или универсального приспособления.
5. Режущий и измерительный инструмент. Приводится полное название и обозначение инструмента.
6-8. Режим резания. Эта графа делится на три части, в которых на каждый технологический переход каждой операции указываются глубину и скорость резания, подача.
9. Частота вращения шпинделя.Записывается скорректированное по паспорту станка значение частоты вращения заготовки или инструмента.
Таблица 4.1 - Технологический процесс механической обработки детали «___________»
В приложении к пояснительной записке представляется комплект технологической документации на разработанный технологический процесс изготовления детали, который должен содержать: титульный лист, ведомость технологических документов; маршрутную карту; операционную карту на одну технологическую операцию механической обработки, карту эскизов.
Документы оформляются согласно ГОСТ 3.1105-84. Пример оформления технологической документации представлен в приложении Б.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Схиртладзе А.Г., Ярушин С.Г. «Технологические процессы в машиностроении»: учебник – Старый Оскол:ТНТ, 2011. – 524 с. Учебник МОРФ
2. Величко С.А., Ионов П.А., Григорьев А.В. Расчет режимов резания при механической обработке. (Электронные образовательные ресурсы). Регистрационное свидетельство №30945. Номер государственной регистрации – 0321301647, 31 июля 2013 г.
3. Лебедев Л.В., Погонин А.А., Схиртладзе А.Г., Шрубеенко И.В. «Курсовое проектирование по технологии машиностроения»: учебное пособие - Старый Оскол:ТНТ, 2011. – 424 с. Учебное пособие МОРФ
4. Сысоев С.К., Сысоев А.С., Левко В.А. «Технология машиностроения. Проектирование технологических процессов»: учебное пособие – СПб:: Издательство «Лань», 2011. – 352 с. Учебное пособие УМО
5. Чупина Л,А., Пульбере А.И., Схиртладзе А.Г., Устименко С.А., Богатая Т.Х. «Проектирование технологических операций металлообработки»: учебное пособие / Л.А. Чупина, А.И. Пульбере, 2010. – 636 с.
6. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения». – М.: Машиностроение, 1985. – 184 с.
7. Шепс В. А., Шепс Э. Р. Расчет пpипусков на механическую обpаботку: (учебное пособие) / Саpанский машиностpоит. Техникум. – Саpанск: тип. «Кpасный Октябpь», 1995. 80 с.
8. Марочник сталей и сплавов. 2-е изд., доп. и испр. / А.С. Зубченко, М.М. Колосков, Ю.В Каширский и др. / Под общей ред. А.С. Зубченко. – М.: Машиностроение, 2003. – 784 с.
9. Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 496 с.
10. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общей ред. И.А. Ординарцева. – Л.: Машиностроение, 1987. – 846 с.
11. А.Г. Схиртладзе. Техническое оборудование машиностроительных производств: Учеб. пособие для машиностроит. спец. вузов / Под ред. Ю.М. Соломенцева. – 2-е изд., перераб. и доп. – М.:Высш. шк., 2001 – 407 с.
12. А.Г. Ткачев, И.Н. Шубин. Типовые технологические процессы изготовления деталей машин: Учебное пособие. – Тамбов: Изд-во Тамб. гос. техн. ун-та. 2004. – 112 с.
13. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы, и припуски на механическую обработку. – М.:Изд. стандартов, 1989.
14. Допуски и посадки: Справочник в 2-х ч. Ч.1/ Под ред В.Д.Мягкова. – Л.: машиностроение, 1978. – 544 с.
15. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. – М.: Издательство стандартов, 1990.
16. Вардашкин Б.Н и др. Станочные приспособления. Справочник. В 2-х т. / Под ред. Вардашкина Б.Н – М.: Машиностроение, 1984. – 656 с.
Приложение А Пример титульного листа
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Мордовский государственный
университет им. Н.П. Огарёва
Институт механики и энергетики
Кафедра технического сервиса машин
КУРСОВАЯ РАБОТА
разработка технологического процесса изготовления
ДЕТАЛИ «ВАЛ»
Автор курсовой работы С.С. Сидоров
подпись
Обозначение курсовой работы КР – 02069964 – 23.03.03 – 10 – 15
или
КП – 02069964 – 35.03.06 – 10 – 15
код направления вариант год
подготовки
Специальность 23.03.03 – «Эксплуатация транспортно-технологических машин и комплексов»
Руководитель работы
канд. тех. наук, доцент П.А. Ионов
подпись
Оценка _________
Саранск 2015
Приложение А. Пример задания на курсовую работу
МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ Н.П.ОГАРЁВА
Институт механики и энергетики
Кафедра технического сервиса машин
по дисциплине «Основы технологии машиностроения»
Студент ___________________________________________группа ___________
1 Тема: Разработка технологического процесса изготовления детали «ВАЛ»
____________________________________________________________________
2 Дата выдачи задания «___»________________20__ г.
3 Исходные данные:
- конструкторский чертеж детали;
- величина партии (годовая программа изготовления)_____________ штук.
4 Содержание курсовой работы
4.1 Разработка технологического процесса механической обработки детали.
4.2 Разработка специального приспособления для изготовления детали
________________________________________________________________
наименовании приспособления
4.3 Технологическая документация на изготовление детали.
5 Перечень графического материала:
5.1 Конструкторский чертеж детали - формат А3
5.2 Чертеж заготовки или металлорежущего инструмента - формат А3
5.3 Сборочный чертеж специального приспособления - формат А2
5.4 Схема технологического процесса изготовления детали - формат А1
6 Срок представления работы к защите «___»________________20__ г.
Руководитель работы ___________________________
подпись, дата, инициалы, фамилия
Задание принял к исполнению ___________________________
дата, подпись
Таблица 1. Допуски на штампованные поковки повышенной точности
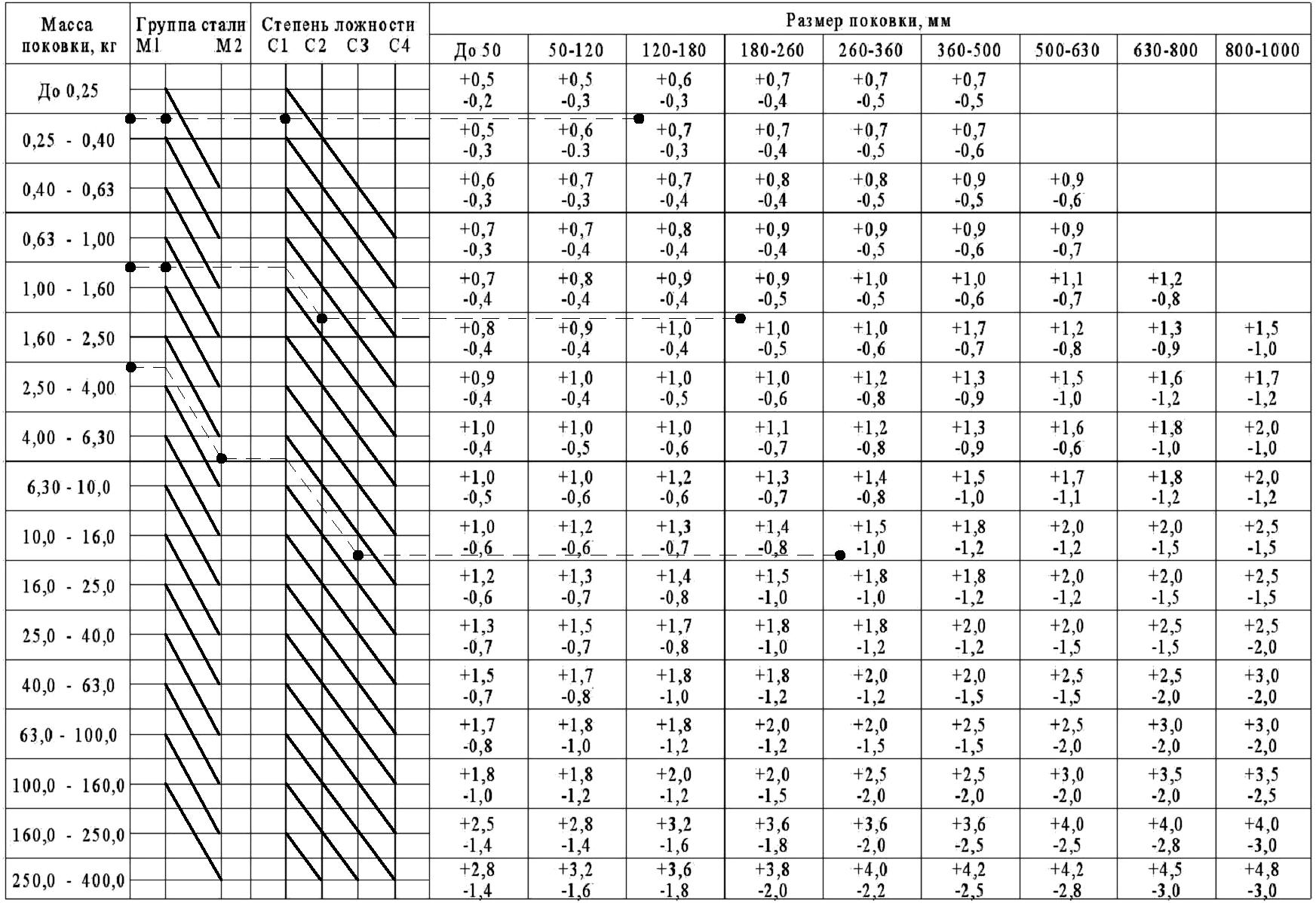


Таблица 2. Допуски на штампованные поковки нормальной точности
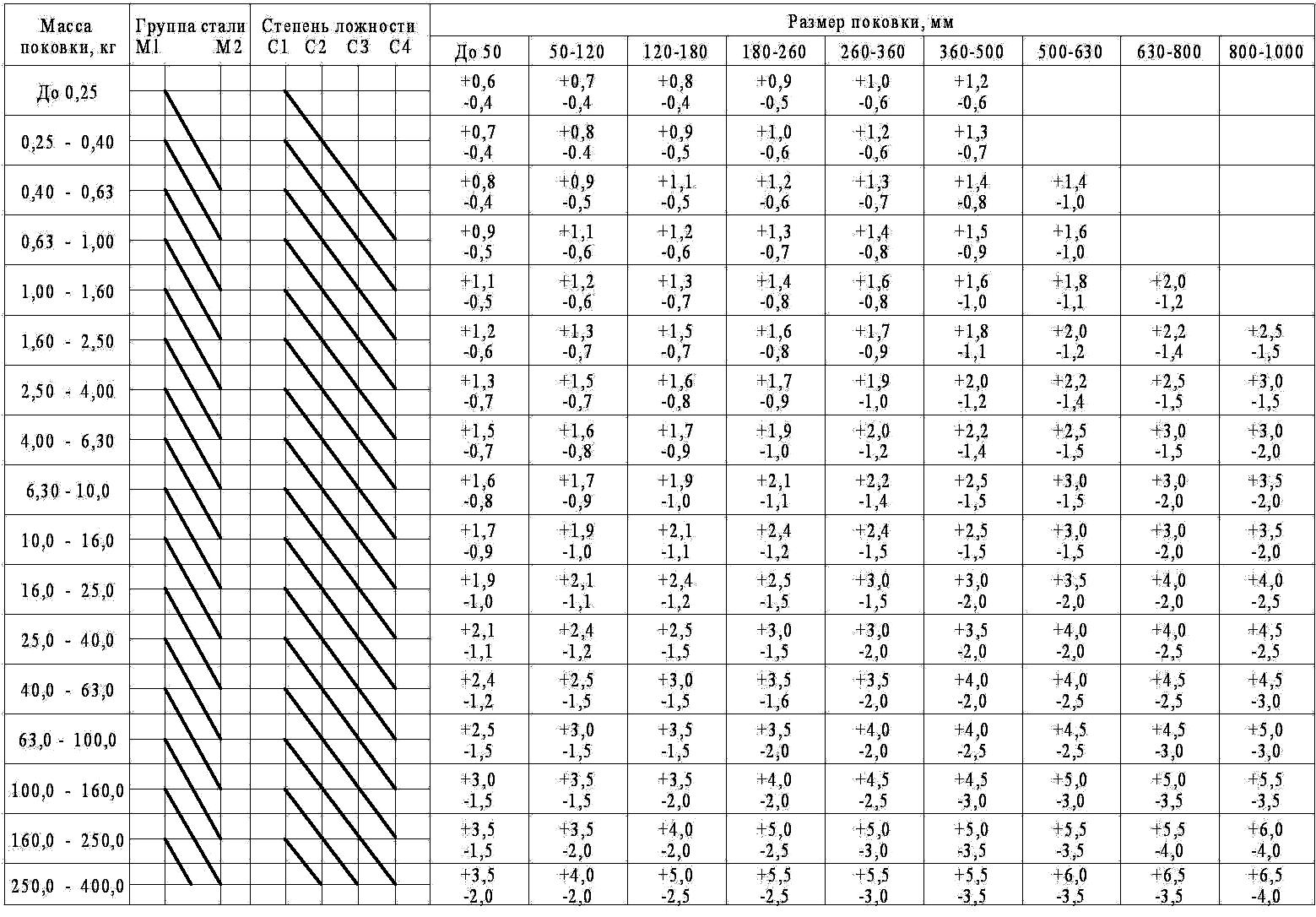

Таблица 3.1 Допуски размеров отливок
гдеrс– радиус сферы опорного торца винта, мм;
Коэффициент Кфдля винта с кольцевым опорным торцом или гайкой (рис.3.9, г, д):
где
Рисунок 3.9 - Виды опорных поверхностей зажимных механизмов приспособлений
Если принять
где
Наружный диаметр винта в зависимости от требуемой силы зажима и допускаемого напряжения винта на растяжение:
где
Методика и примеры расчета эксцентриковых зажимов, пневмоприводов, кулачковых патронов и др. приведены в [11, 16].
4. ГРАФИЧЕСКАЯ ЧАСТЬ
К графической части курсовой работы относятся:
-
конструкторский чертеж детали, заданной для разработки технологического процесса; -
рабочий чертеж заготовки или металлорежущего инструмента; -
сборочный чертеж станочного приспособления; -
чертеж схемы технологического процесса изготовления детали.
Формат чертежей указывает преподаватель в зависимости от направления подготовки студентов.
Чертежи детали и заготовки выполняются с соблюдением всех требований Единой системы конструкторской документации в специальных программах для проектирования конструкторской документации (например, «Компас», «Autocad» и др.). Если заготовкой является отрезок проката, то вместо чертежа заготовки вычерчивается чертеж металлорежущего инструмента используемого в технологическом процессе.
Сборочный чертеж станочного приспособления обязательно должен содержать спецификацию на детали или сборочные единицы приспособления.
Схема технологического процесса выполняется в виде таблицы 4.1 с названием «Технологический процесс механической обработки (наименование детали)», имеющей следующие графы:
1. Технологическая операция и ее содержание. В этой графе приводится номер и название технологической операции (Например, 020.Токарная), содержание всех вспомогательных и технологических переходов (Например, Установить и закрепить деталь. Проточить поверхность втулки ϕ 60 до ϕ55-0,75 и т.д.).
2. Эскиз. В этой графе вычерчивается эскиз заготовки после выполнения текущей операции с указанием схем установки и полученных размеров. Обозначения схем установки заготовки необходимо выполнять в соответствии с таблицами 11-12 (приложения А) и ГОСТ 3.1107-81.
3. Оборудование. Приводится марка станка.
4. Приспособление.Приводится название специального или универсального приспособления.
5. Режущий и измерительный инструмент. Приводится полное название и обозначение инструмента.
6-8. Режим резания. Эта графа делится на три части, в которых на каждый технологический переход каждой операции указываются глубину и скорость резания, подача.
9. Частота вращения шпинделя.Записывается скорректированное по паспорту станка значение частоты вращения заготовки или инструмента.
-
Основное технологическое и штучное время. Через дробь записываются значения То и Тшвремени. -
Себестоимость обработкидетали. Приводится себестоимость обработки на данной операции.
Таблица 4.1 - Технологический процесс механической обработки детали «___________»
| Операция и ее содержание | Эскиз | Оборудование | Приспособление | Режущий и измерительный инструмент | Режимы резания | Частота вращения шпинделя | Т0 Т шт | Себестоимость обработки | ||
| t | S | V | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| | | | | | | | | | | |
| | | | | | | | | | | |
В приложении к пояснительной записке представляется комплект технологической документации на разработанный технологический процесс изготовления детали, который должен содержать: титульный лист, ведомость технологических документов; маршрутную карту; операционную карту на одну технологическую операцию механической обработки, карту эскизов.
Документы оформляются согласно ГОСТ 3.1105-84. Пример оформления технологической документации представлен в приложении Б.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Схиртладзе А.Г., Ярушин С.Г. «Технологические процессы в машиностроении»: учебник – Старый Оскол:ТНТ, 2011. – 524 с. Учебник МОРФ
2. Величко С.А., Ионов П.А., Григорьев А.В. Расчет режимов резания при механической обработке. (Электронные образовательные ресурсы). Регистрационное свидетельство №30945. Номер государственной регистрации – 0321301647, 31 июля 2013 г.
3. Лебедев Л.В., Погонин А.А., Схиртладзе А.Г., Шрубеенко И.В. «Курсовое проектирование по технологии машиностроения»: учебное пособие - Старый Оскол:ТНТ, 2011. – 424 с. Учебное пособие МОРФ
4. Сысоев С.К., Сысоев А.С., Левко В.А. «Технология машиностроения. Проектирование технологических процессов»: учебное пособие – СПб:: Издательство «Лань», 2011. – 352 с. Учебное пособие УМО
5. Чупина Л,А., Пульбере А.И., Схиртладзе А.Г., Устименко С.А., Богатая Т.Х. «Проектирование технологических операций металлообработки»: учебное пособие / Л.А. Чупина, А.И. Пульбере, 2010. – 636 с.
6. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения». – М.: Машиностроение, 1985. – 184 с.
7. Шепс В. А., Шепс Э. Р. Расчет пpипусков на механическую обpаботку: (учебное пособие) / Саpанский машиностpоит. Техникум. – Саpанск: тип. «Кpасный Октябpь», 1995. 80 с.
8. Марочник сталей и сплавов. 2-е изд., доп. и испр. / А.С. Зубченко, М.М. Колосков, Ю.В Каширский и др. / Под общей ред. А.С. Зубченко. – М.: Машиностроение, 2003. – 784 с.
9. Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 496 с.
10. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общей ред. И.А. Ординарцева. – Л.: Машиностроение, 1987. – 846 с.
11. А.Г. Схиртладзе. Техническое оборудование машиностроительных производств: Учеб. пособие для машиностроит. спец. вузов / Под ред. Ю.М. Соломенцева. – 2-е изд., перераб. и доп. – М.:Высш. шк., 2001 – 407 с.
12. А.Г. Ткачев, И.Н. Шубин. Типовые технологические процессы изготовления деталей машин: Учебное пособие. – Тамбов: Изд-во Тамб. гос. техн. ун-та. 2004. – 112 с.
13. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы, и припуски на механическую обработку. – М.:Изд. стандартов, 1989.
14. Допуски и посадки: Справочник в 2-х ч. Ч.1/ Под ред В.Д.Мягкова. – Л.: машиностроение, 1978. – 544 с.
15. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. – М.: Издательство стандартов, 1990.
16. Вардашкин Б.Н и др. Станочные приспособления. Справочник. В 2-х т. / Под ред. Вардашкина Б.Н – М.: Машиностроение, 1984. – 656 с.
Приложение А Пример титульного листа
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Мордовский государственный
университет им. Н.П. Огарёва
Институт механики и энергетики
Кафедра технического сервиса машин
КУРСОВАЯ РАБОТА
разработка технологического процесса изготовления
ДЕТАЛИ «ВАЛ»
Автор курсовой работы С.С. Сидоров
подпись
Обозначение курсовой работы КР – 02069964 – 23.03.03 – 10 – 15
или
КП – 02069964 – 35.03.06 – 10 – 15
код направления вариант год
подготовки
Специальность 23.03.03 – «Эксплуатация транспортно-технологических машин и комплексов»
Руководитель работы
канд. тех. наук, доцент П.А. Ионов
подпись
Оценка _________
Саранск 2015
Приложение А. Пример задания на курсовую работу
МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ Н.П.ОГАРЁВА
Институт механики и энергетики
Кафедра технического сервиса машин
ЗАДАНИЕ НА КУРСОВУЮ РАБОТУ
по дисциплине «Основы технологии машиностроения»
Студент ___________________________________________группа ___________
1 Тема: Разработка технологического процесса изготовления детали «ВАЛ»
____________________________________________________________________
2 Дата выдачи задания «___»________________20__ г.
3 Исходные данные:
- конструкторский чертеж детали;
- величина партии (годовая программа изготовления)_____________ штук.
4 Содержание курсовой работы
4.1 Разработка технологического процесса механической обработки детали.
4.2 Разработка специального приспособления для изготовления детали
________________________________________________________________
наименовании приспособления
4.3 Технологическая документация на изготовление детали.
5 Перечень графического материала:
5.1 Конструкторский чертеж детали - формат А3
5.2 Чертеж заготовки или металлорежущего инструмента - формат А3
5.3 Сборочный чертеж специального приспособления - формат А2
5.4 Схема технологического процесса изготовления детали - формат А1
6 Срок представления работы к защите «___»________________20__ г.
Руководитель работы ___________________________
подпись, дата, инициалы, фамилия
Задание принял к исполнению ___________________________
дата, подпись
Таблица 1. Допуски на штампованные поковки повышенной точности
Таблица 2. Допуски на штампованные поковки нормальной точности
Таблица 3.1 Допуски размеров отливок
| Интервалы номинальных размеров, мм | Обозначение | |||||||||
| IT11 | IT12 | IT13 | IT14 | IT15 | IT16 | IT17 | IT18 | IT19 | IT20 | |
| До 6 | 0,075 | 0,120 | 0,180 | 0,300 | 0,480 | 0,750 | 1,200 | 1,800 | 3,000 | 4,800 |
| 6 ÷ 10 | 0,090 | 0,150 | 0,220 | 0,360 | 0,580 | 0,900 | 1,500 | 2,200 | 3,600 | 5,800 |
| 10 ÷ 18 | 0,110 | 0,180 | 0,270 | 0,430 | 0,700 | 1,100 | 1,800 | 2,700 | 4,300 | 7,000 |
| 18 ÷ 30 | 0,130 | 0,210 | 0,330 | 0,520 | 0,840 | 1,300 | 2,100 | 3,300 | 5,200 | 8,400 |
| 30 ÷ 50 | 0,160 | 0,250 | 0,390 | 0,620 | 1,000 | 1,600 | 2,500 | 3,900 | 6,200 | 10,00 |
| 50 ÷ 80 | 0,190 | 0,300 | 0,460 | 0,740 | 1,200 | 1,900 | 3,000 | 4,600 | 7,400 | 12,00 |
| 80 ÷ 120 | 0,220 | 0,350 | 0,540 | 0,870 | 1,400 | 2,200 | 3,500 | 5,400 | 8,700 | 14,00 |
| 120 ÷ 180 | 0,250 | 0,400 | 0,630 | 1,000 | 1,600 | 2,500 | 4,000 | 6,300 | 10,00 | 16,00 |
| 180 ÷ 250 | 0,290 | 0,460 | 0,720 | 1,150 | 1,850 | 2,900 | 4,600 | 7,200 | 11,50 | 18,50 |
| 250 ÷ 315 | 0,320 | 0,520 | 0,810 | 1,300 | 2,100 | 3,200 | 5,200 | 8,100 | 13,00 | 21,00 |
| 315 ÷ 400 | 0,360 | 0,570 | 0,890 | 1,400 | 2,300 | 3,600 | 5,700 | 8,900 | 14,00 | 23,00 |
| 400 ÷ 500 | 0,400 | 0,630 | 0,970 | 1,550 | 2,500 | 4,000 | 6,300 | 9,700 | 15,50 | 25,00 |
| 500 ÷ 630 | 0,440 | 0,700 | 1,100 | 1,750 | 2,800 | 4,400 | 7,000 | 11,00 | 17,50 | 28,00 |
| 630 ÷ 800 | 0,500 | 0,800 | 1,250 | 2,000 | 3,200 | 5,000 | 8,000 | 12,50 | 20,00 | 32,00 |
| 800 ÷ 1000 | 0,560 | 0,900 | 1,400 | 2,300 | 3,600 | 5,600 | 9,000 | 14,00 | 23,00 | 36,00 |
| 1000 ÷ 1250 | 0,660 | 1,050 | 1,650 | 2,600 | 4,200 | 6,600 | 10,50 | 16,50 | 26,00 | 42,00 |
| 1250 ÷ 1600 | 0,780 | 1,250 | 1,950 | 3,100 | 5,000 | 7,800 | 12,50 | 19,50 | 31,00 | - |
| 1600 ÷ 2000 | 0,92 | 1,500 | 2,300 | 3,700 | 6,000 | 9,200 | 15,00 | 23,00 | - | - |