Файл: 1Технологический анализ чертежа 4 1Общая информация о детали 4.docx
Добавлен: 25.10.2023
Просмотров: 1212
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
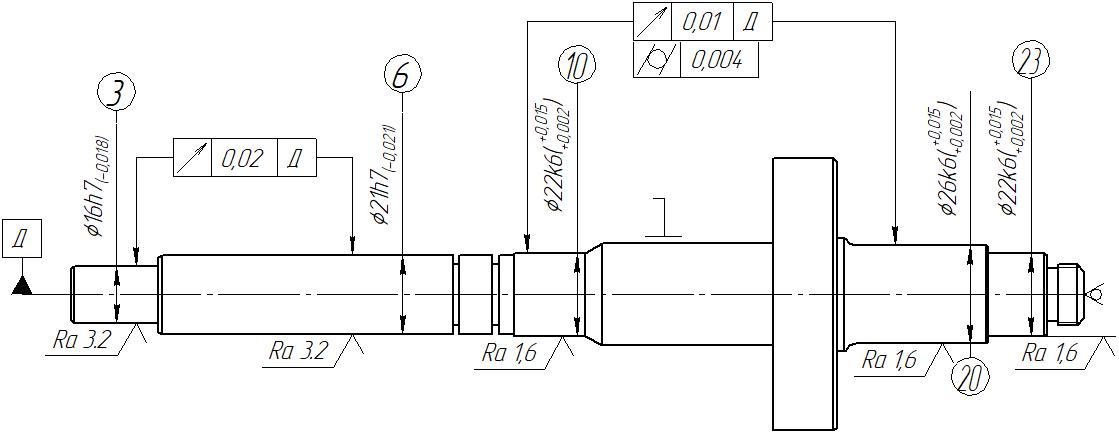
Анализ поверхностей детали и технических требований, способ их достижения
Определение типа производства и организационной формы производства
Определение коэффициента закрепления операции
Выбор организационной формы производства
Экономическое обоснование целесообразности выбранного метода
Разработка операционного технологического процесса
Расчет диаметральных операционных размеров назначение припусков на обработку
Расчет режимов резания и основного технологического времени
Нормирование технологического процесса
Определение количества необходимого оборудования и его загрузки
Экономическое сравнение вариантов оборудования сведены в таблицу 4.4.Таблица 4.14 – Экономическое сравнение вариантов оборудования
Таблица 4.15 – Данные по площадям
Таблица 4.16 – Расчет капитальных вложений

Дальнейшая токарная обработка проводится в центрах, общая ось которых с конической поверхностью одного из них образует требуемую базу.На круглошлифовальную операцию выбраны те же базы, что и на токарные.При проектировании технологической операции выполняют следующие взаимосвязанные работы: выбирают структуру построения операции механической обработки; уточняют содержание технологических переходов в операции.Отдельная технологическая операция проектируется на основе принятого технологического маршрута, схемы базирования и закрепления заготовки на операции, данных о точности и шероховатости поверхностей до и после обработки на данной операции, припусков на обработку, такта выпуска или размера партии деталей (в зависимости от типа производства).Таблица 5.17 – Технологический процесс изготовления детали
| Название станка | 16К20 | ТС1720Ф4 | |
| Масса станка, т | 3,01 | 3,9 | |
| Оптовая цена руб. | 580000 | 3500000 | |
| Установочная мощность электродвигателя, кв. | 11 | 18 | |
| Площадь станка | 3,4 | 4,5 | |
| Коэффициент загрузки станка % | 0,8 | 0,75 | |
| Категория ремонтной сложности | Рм= 35,Рэ= 30 | Рм=26,Рэ=46 | |
| Трудоемкость оперативного времен | 8,6 | 7,4 | |
| Количество станков обслуживающих 1 рабоч. | 1 | 2 | |
| Трудоемкость оперативного времени (Тшт), мин | 55,15 | 25,55 | |
| Время наладки станка  , мин , мин | 15 | 10 | |
| Средний период стойкости инструмента T, мин | 60 | ||
| Разряд рабочих: | |||
| -контролера; | 5 | 5 | |
| -станочника; | 4 | 3 | |
| -наладчика; | 3 | 5 | |
| -настройщика инструмента; | - | 4 | |
| Годовая программа | 2000 | ||
| Тип производства | Массовое | ||
| Среднечасовая зарплата, руб: | |||
| -контролера  ; ; | 130 | 130 | |
| -станочника  ; ; | 120 | 100 | |
| -наладчика  ; ; | 125 | 120 | |
| -настройщика  ; ; | - | 140 | |
| Стоимость разработки управляющей программы, руб. | - | 350 | |
Таблица 4.15 – Данные по площадям
| Наименование показателя | 16К20 | ТС1720Ф4 |
| Стоимость 1  служебно бытовых помещений, служебно бытовых помещений,  , руб , руб | 1500 | 1500 |
| Стоимость 1 плошади механического цеха, , руб , руб | 2500 | 2500 |
| Площадь служебно бытовых помещений на 1-го рабочего,  , руб , руб | 7 | 7 |
| Затраты на содержание и арматизационные расходы на 1 цеха | 800 | 800 |
| Бытового строительства приходящегося на 1 рабочего,  , руб , руб | 5500 | 5500 |
| Наименование показателя | 16К20 | ТС1720Ф4 | |
| Балансовая стоимость оборудования  , руб. , руб. | = 1,1 1,1 | ||
 |  | ||
| Затраты на площадь занимаемую оборудованием  , руб. , руб. |  ) ) | ||
  |   | ||
| Затраты на служебно-бытовые помещения  |  | ||
 |  | ||
| Стоимость жилищно и культурно-бытового строительства  руб. руб. |  | ||
 |  | ||
| Затраты на разработку ПУ  , руб. , руб. | - | 350 | |
| Итого  ,руб. ,руб. | 115625 | 421390 | |
- 1 2 3 4 5 6 7 8 9 10 ... 13
Разработка операционного технологического процесса
-
Выбор технологических баз и назначение операционных размеров
-
Конструкторские базы по возможности должны совпадать с технологическими; -
Для более точных операций должны использовать точные базы; -
Базу и обрабатываемую поверхность должны связывать как можно меньше размеров.
-
Токарная обработка наружных диаметров; -
Сверление отверстий и нарезание резьбы; -
Фрезерование шпоночных пазов; -
Шлифование наружных диаметров;
Дальнейшая токарная обработка проводится в центрах, общая ось которых с конической поверхностью одного из них образует требуемую базу.На круглошлифовальную операцию выбраны те же базы, что и на токарные.При проектировании технологической операции выполняют следующие взаимосвязанные работы: выбирают структуру построения операции механической обработки; уточняют содержание технологических переходов в операции.Отдельная технологическая операция проектируется на основе принятого технологического маршрута, схемы базирования и закрепления заготовки на операции, данных о точности и шероховатости поверхностей до и после обработки на данной операции, припусков на обработку, такта выпуска или размера партии деталей (в зависимости от типа производства).Таблица 5.17 – Технологический процесс изготовления детали
| Номер операции | Название операции | Содержание операции (технологические переходы) |
| 005 | Заготовительная | По технологии штампового производства |
 | ||
| 010 | Термическая | Отжиг HB 10-1 = 285 МПа |
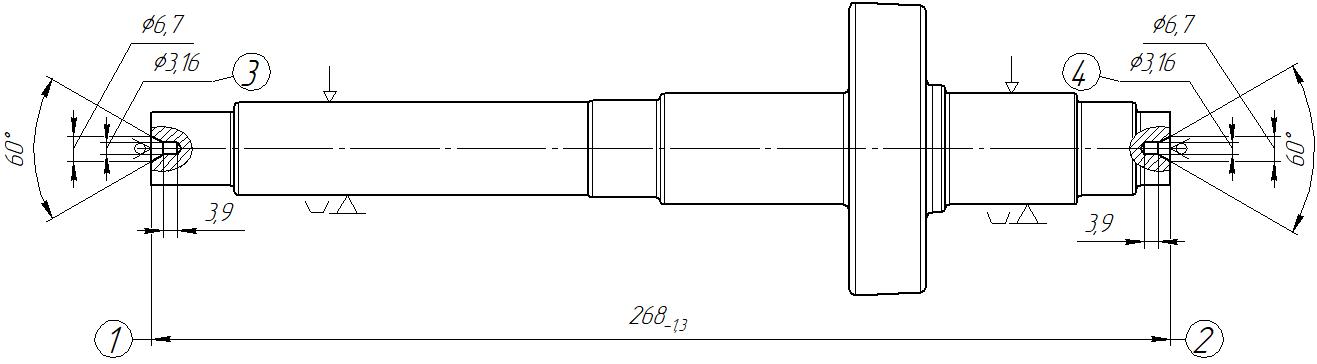
| 015 | Фрезерно-центровальная | Установить и закрепить заготовку Фрезеровать торцы 1 и 2 в размер, сверлить центровочные отверстия 3 и 4 |
 | ||
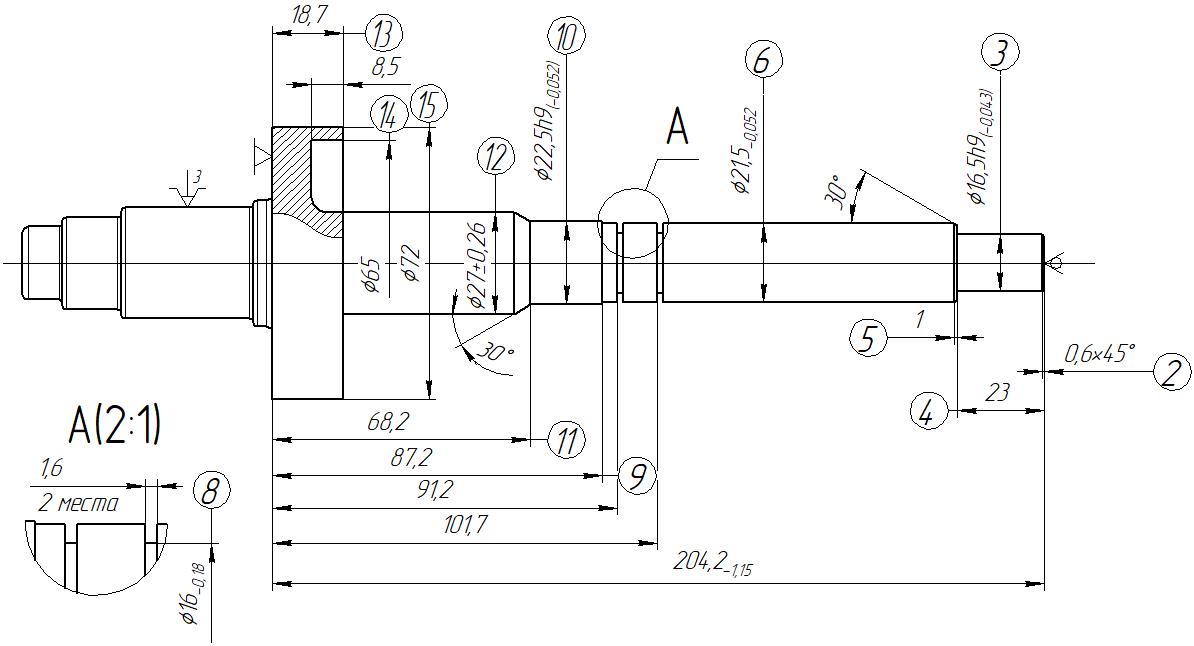
| 020 | Токарная с ЧПУ | Установить и закрепить заготовку Точить пов.15 на проход Точить пов.3,6,10,12 с подрезкой торцев 4,9,11,13 Точить фаски 5 и 11 Точить канавки 8 выдерживая р-р 1,6 мм Расточить пов.14 выдерживая р-р 8,5 мм и r=4 мм |
 | ||
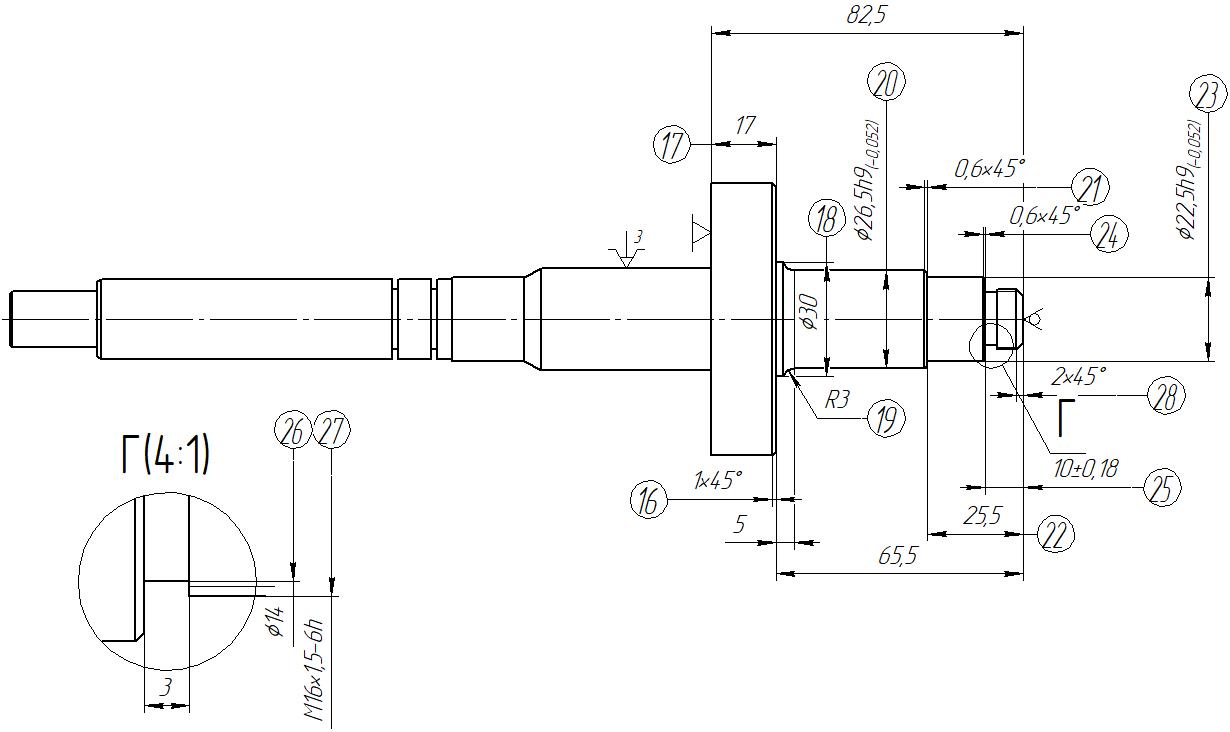
| 025 | Токарная с ЧПУ | Установить и закрепить заготовку Точить пов.27,23,20,18 с подрезкой торцев 25,22,16 и пов.19 Точить канавку 26 выдерживая р-р b=3,0 мм Точить фаски 24 и 21 Точить резьбу М16х1,5-6h |
 | ||
| 030 | Токарная с ЧПУ | Установить и закрепить заготовку Установ А Фрезеровать шпоночный паз 32 Фрезеровать шпоночный паз 31 Установ Б Переустановить заготовку Сверлить под резьбу пов.30 Снять фаску 1х45º Нарезать резьбу М14х1,5-7Н Сверлить под резьбу пов.30 Снять фаску 1х45º Нарезать резьбу М14х1,5-7Н Сверлить под резьбу пов.30 Снять фаску 1х45º Нарезать резьбу М14х1,5-7Н Сверлить под резьбу пов.30 Снять фаску 1х45º Нарезать резьбу М14х1,5-7Н |
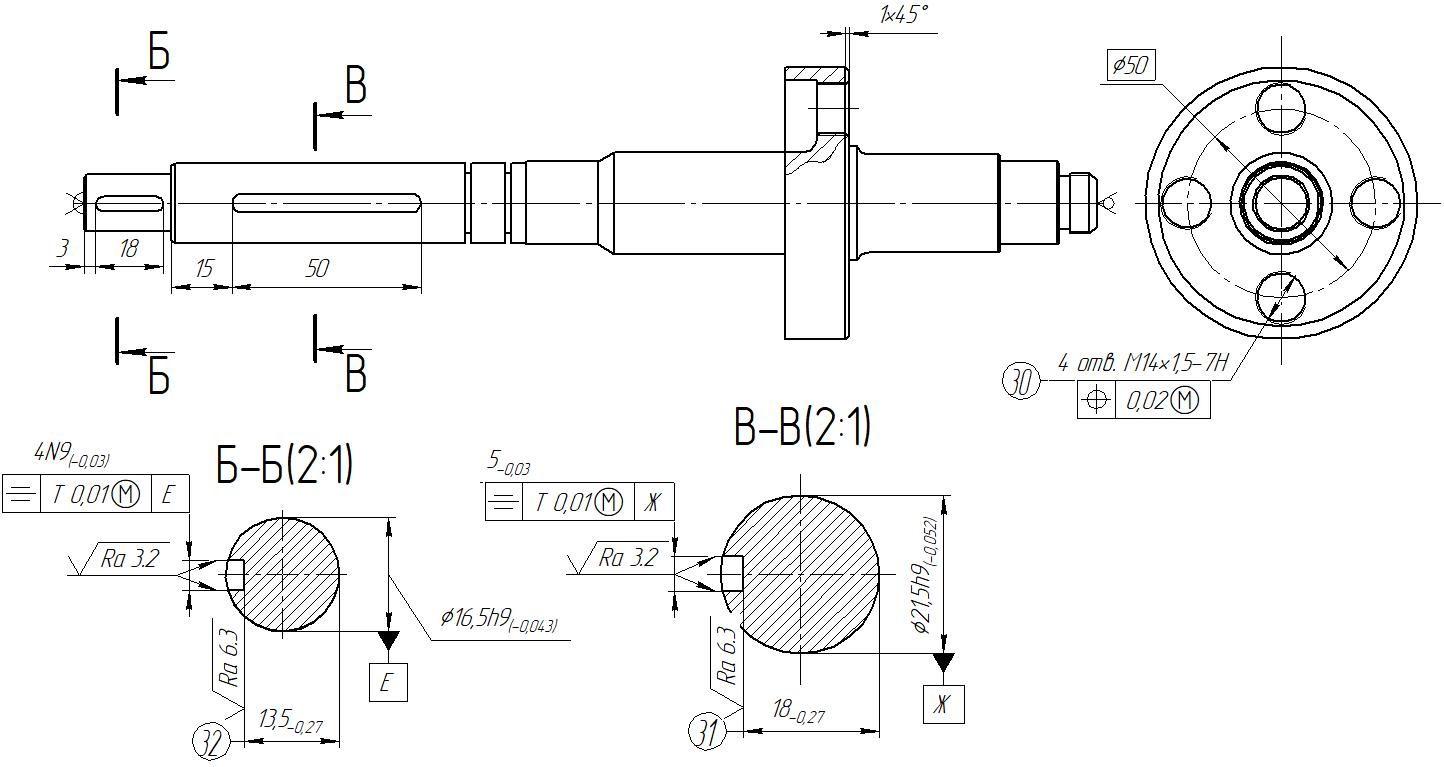 | ||
| 035 | Круглошли-фовальна | Установить и закрепить заготовку Установ А Шлифовать пов. 3,6,10 Установ Б Переустановик заготовку Шлифовать пов. 20 и 23 |
 | ||
| 035 | Моечная | Промыть деталь |
| 040 | Контрольная | Технический контроль |
| 045 | Консервация | Нанесение антикоррозионного покрытия |