Добавлен: 29.10.2023
Просмотров: 154
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1 Назначение, конструкция детали
2 Анализ технологичности конструкции детали
3 Определение типа производства
6 Разработка варианта технологического маршрута обработки поверхностей детали
7 Выбор оборудования и средств технологического оснащения
8 Разработка маршрутной технологии. Построение операций
9 Расчет припусков на обработку и операционных размеров
Министерство науки и высшего образования Российской Федерации
ФБГОУ ВО «Кубанский государственный технологический университет»
(ФГБОУ ВО «КубГТУ»)
Институт машиностроения и автосервиса
Кафедра системы управления и технологические комплексы
Направление 15.03.05 Конструкторско-технологическое обеспечение машиностроительных производств
КУРСОВАЯ РАБОТА
по дисциплине Основы технологии машиностроения
на тему Разработка технологического процесса детали
Выполнил студент Божко Артем Викторович курса 3 группы 18-МБ-КТ1
Допущена к защите___________________
Руководитель (нормоконтролер) работы доцент каф. СУиТК Абрамова Н. Б.
Защищена __________________ Оценка________________
(дата)
Члены комиссии
______________________________________________
______________________________________________
______________________________________________
Краснодар
2020г
Министерство науки и высшего образования Российской Федерации
ФБГОУ ВО «Кубанский государственный технологический университет»
(ФГБОУ ВО «КубГТУ»)
Институт машиностроения и автосервиса
Кафедра системы управления и технологические комплексы
Направление 15.03.05 Конструкторско-технологическое обеспечение машиностроительных производств
УТВЕРЖДАЮ
Зав. кафедрой_____________________
________________________________
________________________2020г.
ЗАДАНИЕ
на курсовую работу
Студенту Божко Артему Викторовичу группы 18-МБ-КТ1
Тема работы Разработка технологического процесса детали
(утверждена указанием директора института №74 от 04.09.2020г.)
План работы:
1. Введение
2. Теоретическая и расчетная часть
3. Заключение
Объем работы:
а) пояснительная записка 30-40 с.
б) иллюстративная часть 2 листа формата А1
Рекомендуемая литература согласно методическим указаниям
Срок выполнения: с 03.09.2020 по 03.12.2020 г.
Срок защиты: по 21.12.2020 г.
Дата выдачи задания: 03.09.2020 г.
Дата сдачи работы на кафедру: 17.12.2020 г.
Руководитель работы доцент Абрамова Н.Б.
Задание принял студент Божко А.В.
Реферат
Курсовая работа 41 с., 10 рис., 11 табл., 12 источников, иллюстративная часть – 2 листа формата А1.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, МАРШРУТНАЯ ТЕХНОЛОГИЯ, ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ, ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА, АВТОМАТИЗАЦИЯ КОНТРОЛЯ
Объект: деталь «Шток, входящая в изделие «Пневмоцилиндр».
Цель: разработка нового единичного технологического процесса изготовления детали – рукоятка, обеспечивающего выполнение требований к точности размеров, формы и взаимного положения поверхностей детали, заданных показателях их качества при минимальных затратах на производство и максимальной производительности.
В ходе курсовой работы выполнен анализ конструкции детали, классификация поверхностей по назначению и сложности выполняемых функций. Проведена оценка технологичности по качественным и количественным показателям.
Назначены технологические базы, обеспечивающие выполнение основных принципов базирования.
Использованы наиболее эффективные методы формообразования.
В технологическом процессе применены современные станки, технологическая оснастка, режущие и измерительные инструменты.
Принимаемые решения обоснованы расчетами припусков, межоперационных размеров, режимов резания и норм времени.
Содержание
С.
Введение
Курсовая работа выполнена по предмету «Основы технологии машиностроения». Темой проекта является разработка технологического процесса изготовления детали «Шток». Содержится расчётно-пояснительная записка, комплект технологических и графических документов.
В пояснительной записке изложен анализ данной детали, её материала, обоснование метода получения заготовки и последовательность механической обработки, характеристика металлообрабатывающего оборудования.
Приложение содержит полный маршрут обработки детали и операционное описание с эскизами на две операции.
Целью проекта – является приобретение знаний и первичных навыков по технологической подготовке производства, включая анализ технологичности детали, закрепление знаний по предмету «Основы технологии машиностроения» и разработка технологического процесса производства детали типа вал с полным обоснованием целесообразности её производства, процесса производства по предложенным преподавателем плану, описание конструктивных особенностей детали и средств контроля качества, а так же обоснование технико-экономических характеристик детали по предложенным данным.
На основании сформулированной темы работы можно определить задачи, которые необходимо рассмотреть в ходе обоснования эффективности реализации предложенного проекта:
-
определить вид и размеры заготовки; -
определить припуски на механическую обработку; -
составить план механической обработки; -
выбрать технологическое оборудование, приспособления, режущий и измерительный инструмент; -
рассчитать режимы резания.
Проектирование технологического процесса обработки детали на металлорежущих станках производится в следующем порядке:
-
изучение чертежа детали и технических условий на её изготовление, знакомство с назначением детали и условиями её работы в машине; -
выбор вида заготовки и определение её размеров; -
выбор черновых и чистовых баз и способов закрепления заготовки на станках; -
составление плана обработки детали (технологического маршрута) с указанием операций, установок, переходов; -
выбор станка для каждой операции, а также приспособлений, режущего и измерительного инструмента; -
определение межоперационных припусков и расчётных размеров обрабатываемых поверхностей для каждого перехода; -
расчёт рациональных режимов резания с проверкой их по допускаемой мощности или крутящему моменту станка, расчёт основного технологического времени по каждому переходу; -
расчёт затрат времени.
Нормативные ссылки
ГОСТ Р 1.5-2004 Стандартизация в Российской Федерации. Стандарты национальные РФ. Правила построения, изложения, оформления и обозначения
ГОСТ 2.104-2006 ЕСКД. Основные надписи
ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам
ГОСТ 2.301-68 ЕСКД. Форматы
ГОСТ 2.302-68 ЕСКД. Масштабы
ГОСТ 3.1105-84 ЕСКД. Формы и правила оформления документов общего назначения
ГОСТ 3.1107-81 ЕСКД. Опоры, зажимные и установочные устройства
ГОСТ 3.1118-82 ЕСКД. Формы и правила оформления маршрутной карты
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый
ГОСТ 14955-77 Сталь качественна круглая со специальной отделкой поверхности
ГОСТ 18879-73 Резцы токарные проходные упорные с пластинами из твердого сплава
1 Назначение, конструкция детали
Деталь «Шток» (рис. 1 и рис. 2), входящая в пневмоцилиндр (рис. 3), является рабочим органом и обеспечивает перемещение на длину рабочего хода. Данный пневмоцилиндр, представленный на (рис. 3), одностороннего действия. Он предназначен для передачи механизмам возвратно-поступательного движения. Шариковое стопорное устройство обеспечивает фиксацию этих механизмов в одном из крайних положений. В такой конструкции на величину рабочего хода влияют только длина рабочей части штока.
Для совершения рабочего хода через верхний штуцер 28 под давлением подается воздух и попадая в полость между цилиндром давит на поршень, который в свою очередь перемещается вниз и сжимая пружину, освобождает шарики стопора. Шарики, скользя по скосу кольца 8, утапливаются. Как только шарики перейдут кольцо, вместе с поршнем начинает двигаться шток, осуществляя тем самым рабочее движение.
Обратный ход происходит при подаче сжатого воздуха в нижний штуцер 28. Совместное перемещение штока с поршнем осуществляется до момента касания шариками кольца 8. Затем шарики, скользя по скосу кольца, утапливаются и упираясь в кольцо 11, придвигают шток относительно поршня и стопорят шток в исходном положении.
Изготавливаемая деталь «Шток» относится к деталям типа «вал». Заготовка берется из сортового материала круглого профиля 16 квалитета точности согласно ГОСТ 2590-2006.
Для достижения требуемой твердости проводится поверхностная закалка токами высокой частоты.
Химический состав материала заготовки и его механические свойства приведены в (табл. 1, табл. 2).
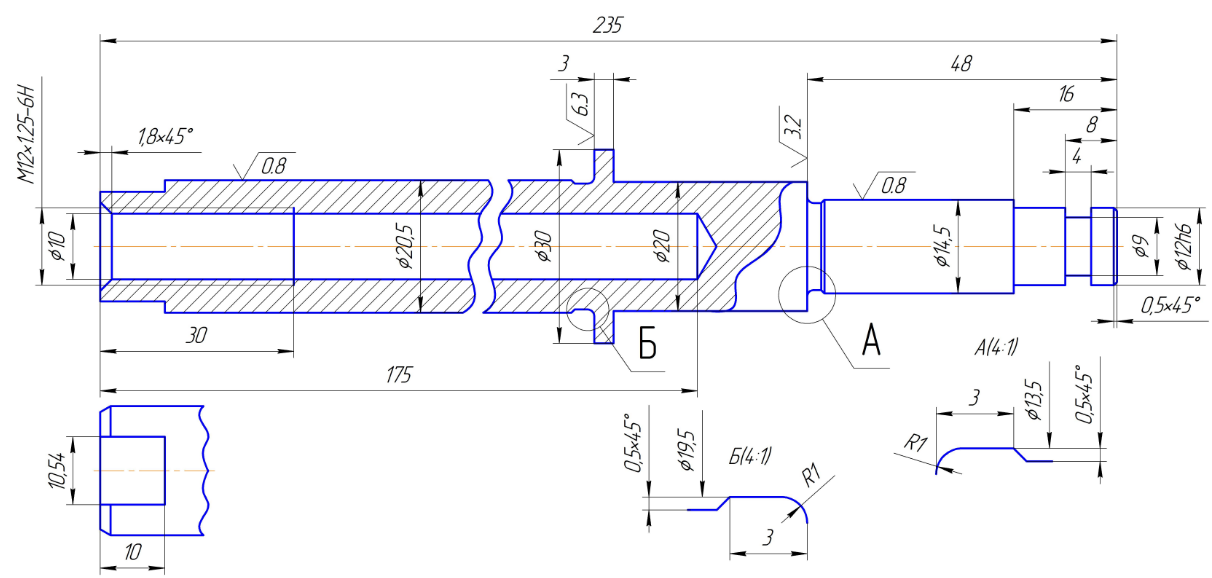
Рисунок 1 - Рабочий чертеж детали «Шток»
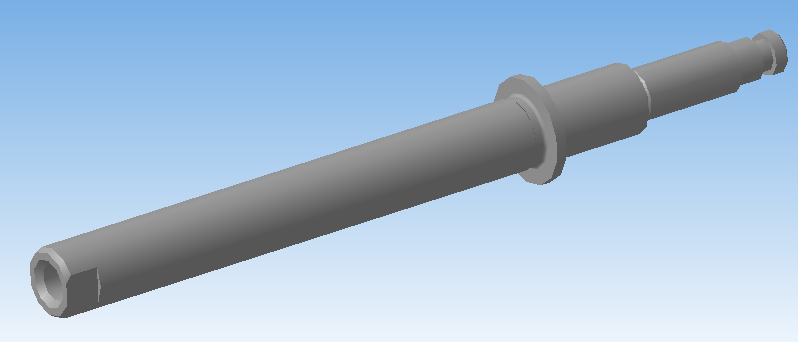
Рисунок 2 - 3D модель детали «Шток»
Рисунок 3 - Пневмоцилиндр
Т а б л и ц а 1 - Химический состав (в %) для материала 33ХС по ГОСТ 4543 - 71
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0,29- 0,37 | 1 - 1,4 | 0,3 - 0,6 | до 0,3 | до 0,035 | до 0,035 | 1,3 - 1,6 | до 0,3 |
Т а б л и ц а 2 - Механические свойства стали 33ХС в зависимости от сечения по ГОСТ 4543 - 71
| Сечение,мм |  ,(МПа) ,(МПа) |  , (МПа) , (МПа) |  , (%) , (%) | Ψ, % | KCU, (кДж / м2) | НB |
| Пруток. Закалка 910 °С, масло. Отпуск 600-620 °С, вода | ||||||
| 30 50 | 780 670 | 940 860 | 12 12 | 50 50 | 59 59 | 285 255 |
| Закалка 910 °С, вода. Отпуск 600-620 °С, вода | ||||||
| 80 120 160 200 240 | 720 650 510 410 390 | 900 840 720 670 670 | 16 16 16 16 16 | 50 50 50 50 50 | 59 59 59 59 59 | 262 212 212 212 212 |