Добавлен: 29.10.2023
Просмотров: 155
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1 Назначение, конструкция детали
2 Анализ технологичности конструкции детали
3 Определение типа производства
6 Разработка варианта технологического маршрута обработки поверхностей детали
7 Выбор оборудования и средств технологического оснащения
8 Разработка маршрутной технологии. Построение операций
9 Расчет припусков на обработку и операционных размеров
9 Расчет припусков на обработку и операционных размеров
Аналитический расчет припусков для наружной поверхности диаметром 20,5 мм, длиной 150,5 мм, квалитетом точности h6 и шероховатостью Rа 0,8 мкм приведен в таблице 9.1.
Т а б л и ц а 9.1
 Аналитический расчет припусков наружной поверхности диаметром
Аналитический расчет припусков наружной поверхности диаметром  )мм, длиной 150,5 мм.
)мм, длиной 150,5 мм.| Вид заготовки, тех. операция | Точность заготовки и пов-ти | Допуск δ, мкм | Припуск, мкм | Промежуточные размеры | Промежуточные допуски | |||||||
 | Т |  |  |  |  |  |  | |||||
| Горячекатаный прокат | h15 | 840 | 150 | 150 | 880 | - | 23,9 | 23,1 | - | - | ||
| Получистовая | h12 | 210 | 50 | 50 | 52,8 | 218,4 | 20,86 | 20,645 | 3,04 | 2,41 | ||
| Чистовая | h8 | 33 | 30 | 30 | - | 12,6 | 20,54 | 20,505 | 0,32 | 0,14 | ||
| Тонкая | h6 | 11 | 6 | 12 | - | - | 20,5 | 20,487 | 0,04 | 0,018 | ||
Рассчитаем кривизну заготовки по формуле:
 , (9.1)
, (9.1)где
 кривизна заготовки;
кривизна заготовки;  ;
; ;
;
 .
. ;
; .
.Подставив в (9.1) числовые значения, получим
 .
. Рассчитаем погрешность установки по формуле
 , (9.2)
, (9.2)где
 ;
; погрешность установки при базировании в центрах;
погрешность установки при базировании в центрах; допуск на обрабатываемый размер для заготовки;
допуск на обрабатываемый размер для заготовки;
Подставив в (9.2) числовые значения, получим:
 .
.Рассчитаем погрешность установки по формуле
 , (9.3)
, (9.3)где
 погрешность установки при базировании в центрах;
погрешность установки при базировании в центрах;
Подставив в (9.3) числовые значения, получим
 .
.
Рассчитаем кривизну заготовки по формуле:
 . (9.4)
. (9.4)где
 кривизна заготовки на обрабатываемый размер для заготовки при получистовой обработке.
кривизна заготовки на обрабатываемый размер для заготовки при получистовой обработке.Подставив в (9.4) числовые значения, получим

.
Рассчитаем минимальные промежуточные допуски по формуле
 , (9.5)
, (9.5)где
 ;
; ;
; ;
; ;
; .
.Подставив в (9.5) числовые значения, получим
 .
.  .
.  .
. Рассчитаем максимальные промежуточные допуски по формуле:
 , (9.6)
, (9.6)где
 допуск,
допуск,  ;
; ;
; .
.Подставив в (9.6) числовые значения, получим
 .
.  .
.  .
. Рассчитаем максимальные промежуточные размеры по формуле:
 , (9.7)
, (9.7)где
 ;
;
 .
.Подставив в (9.7) числовые значения, получим
 .
. .
.  .
.  .
.Рассчитаем максимальные промежуточные размеры по формуле:
 , (9.8)
, (9.8)где
 , мм;
, мм;
.
Подставив в (9.8) числовые значения, получим
 .
. .
.  .
.  .
.Проверка расчета проводится по формуле
 , (9.9)
, (9.9)Подставив в (9.9) числовые значения, получим:
 .
.  .
. Так как заготовка берется из проката, имеет смысл назначать припуски только на габаритные поверхности, то есть максимальный диаметр и торцы.
Припуск на диаметр (2h) =2,4 мм, [3];
Припуск на торец (h) =1,6 мм, [3].
10 Расчет режимов резания
Назначение режимов резания аналитическим методом на токарную операцию (010).
Выполним выбор режущего инструмента для токарной обработки поверхности 2
 .
.По виду обработки: проходной.
По направления подачи: прямой.
Материал рабочей части резца: твёрдый сплав.
Материал режущей пластины: Т15К6, [10].
Материал корпуса резца: сталь 45.
Размеры резца (
 ):
):  , по ГОСТ 18887-73.
, по ГОСТ 18887-73.где
 , [10, c.344].
, [10, c.344].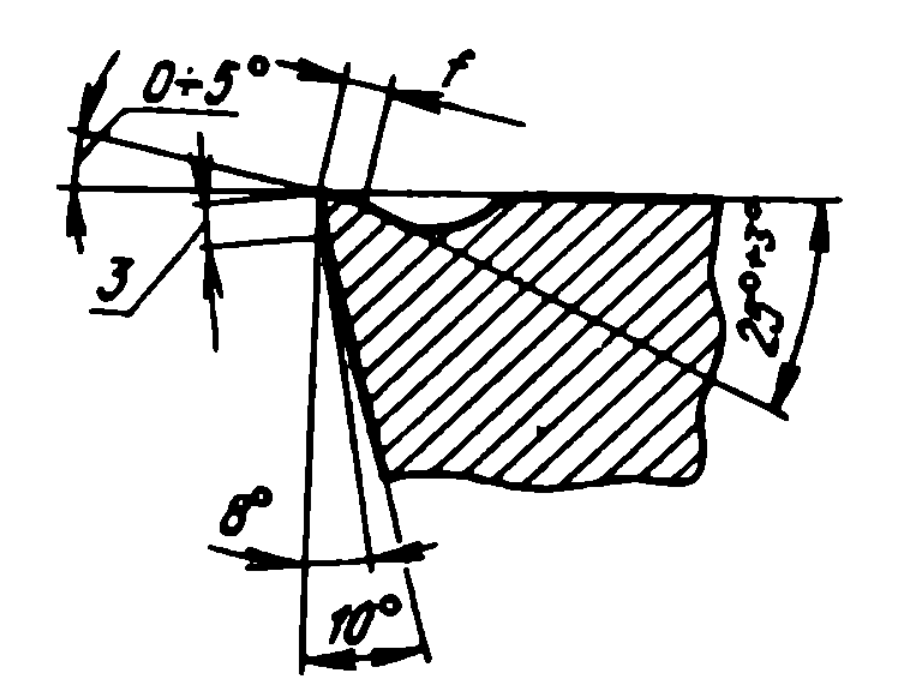
Рисунок 9
Геометрические параметры проходного резцаОперация режима резания – токарная (010). Резец: Т15К6.
Выполним аналитический расчет режимов резания
-
Определим глубину резания детали: [10]
 . (10.1)
. (10.1)-
Назначим величину подачи (зависит от требуемой степени точности и шероховатости обработанной поверхности):
 (10.2)
(10.2)где
 – поправочный коэффициент [10]
– поправочный коэффициент [10]
Примем:

-
Период стойкости резца:
Для токарной обработки используется период стойкости Т=100-120мин, примем Т=100 мин [11].
Рассчитаем скорость резания по формуле
 , (10.1)
, (10.1)где
 ;
; коэффициент, зависящий от материала обрабатываемой детали;
коэффициент, зависящий от материала обрабатываемой детали; ;
; , [8, c.269];
, [8, c.269];