ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.12.2021
Просмотров: 2388
Скачиваний: 3
Таблиця 6 – Коефіцієнт (КР) для орієнтованого визначення розрахункової маси поковки
|
Група |
Характеристика деталі |
Типові представники |
КР |
|
1 1.1 1.2 |
Подовженої форми З прямою віссю Із зігнутою віссю |
Вали, осі, цапфи, шатуни Важелі, сошки рульового керування |
1,3-1,6 1,1-1,4 |
|
2
2.1 2.2
2.3 |
Круглі і багатогранні в плані Круглі Квадратні, прямокутні, багатогранні З відростками |
Шестерні, ступиці, фланці Фланці, ступиці, гайки
Хрестовини, вилки |
1,5-1,8 1,3-1,7
1,4-1,6 |
|
3 |
Комбінованої конфігурації (сполучаються елементи груп 1 і 2) |
Кулачки поворотні, колінчасті вали
|
1,3-1,8 |
|
4 |
З великим обсягом необроблюваних поверхонь |
Балки передніх осей, важелі переключення коробок передач, буксирні гаки |
1,1-1,3 |
|
5 |
З отворами, заглибленнями, що не виготовлені в поковці при штампуванні |
Пустотілі вали, фланці, блоки шестерень |
1,8-2,2 |
Таблиця 7 – Густина для деяких матеріалів
|
Матеріал |
Густина, г/см3 |
Границя міцності, МПа |
Питома міцність |
|
Сталь 40 |
7,7 |
600 |
78 |
|
Чавун СЧ 30 |
7,6 |
320 |
42 |
|
Алюмінієвий сплав |
2,7 |
300 |
111 |
|
Титановий сплав ВТ6 |
4,5 |
1000 |
222 |
|
Мідний сплав ЛС59-1 |
8,89 |
400 |
45 |

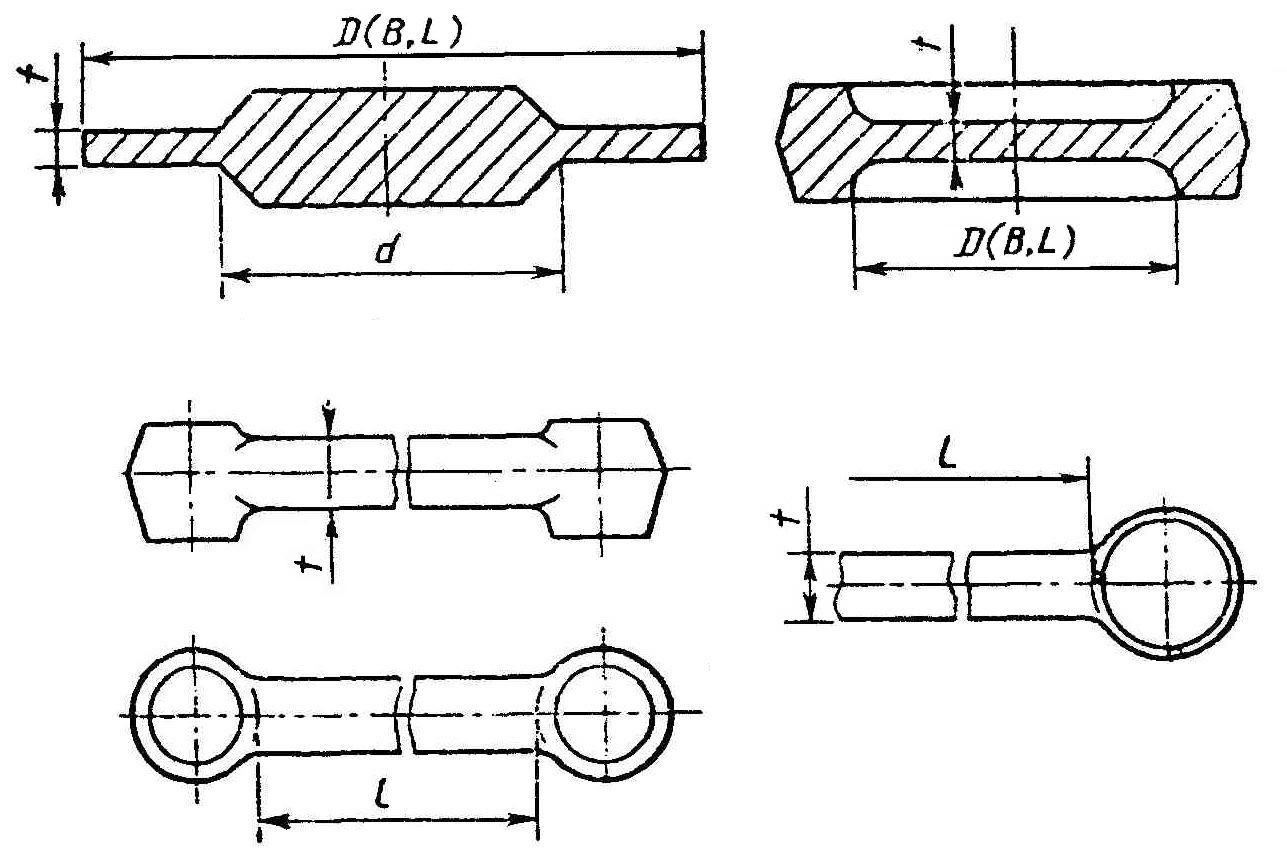
Рисунок 25 – Найпростіші фігури, в які можуть бути вписані
заготовки
Р
исунок
26 – Поковки з тонкими елементами
Рисунок 27 – Плоска лінія роз’єму штампа

Рисунок 28 – Симетрично вигнута лінія роз’єму штампа
Конфігурація поверхні роз’єднання штампа. Лінія роз’єднання може бути плоскою П (рис.27), симетрично вигнутою Iс (рис.28), несиметрично вигнутою.
П
ри
виборі конфігурації та положення лінії
роз’єднання штампа перш за все
розглядається можливість вільного
виходу заготовки із порожнини штампа
(рис.29).
Рисунок 29 – Вплив поверхні роз’єднання штампа на форму поковок
У більшості випадків роз’єднання встановлюють у площині найбільших габаритних розмірів поковки. У цьому випадку порожнини штампів одержують неглибокими, що полегшує їх заповнення, зменшуються напуски, але збільшується периметр і об’єм облою (рис.29, б), г). Якщо інше положення дає істотне зменшення маси поковки за рахунок намітки отвору (рис.29, а) чи відходів за рахунок зменшення периметра поковки (рис.29, в), допускається розташовувати роз’єднання й у площині менших габаритних розмірів. При цьому бажано використовувати природні нахили.
Д
ля
поковок шестерень при будь-яких
співвідношеннях розмірів більшу перевагу
має поздовжнє штампування, тому що
макроструктура поковки виходить
однаковою у всіх зубців шестерні, що
забезпечує високу і рівну їх міцність.
При поперечному штампуванні частина
зубців шестерні ослаблена через невигідне
розташування в них волокон.
Рисунок 30 – Штампування осаджуванням (а) і втискуванням (б, в)
Якщо можна, поверхня роз’єднання повинна проходити по осі симетрії деталі для того, щоб в обох половинах штампа розташовувався приблизно однаковий об’єм металу. Важкозаповнювані елементи штампа, що формують тонкі високі ребра, бобишки і т.п., повинні розташовуватися в його верхній половині.
На
бічних поверхнях поковки не повинно
бути впадин. Заповнення штампа осаджуванням
у ньому металу (рівчак ширший
заготовки,
рис.30, а)
відбувається
легше, ніж втискуванням (рівчак вужчий
заготовки,
рис.30, б),
в).
Лінія
стику частин штампа повинна проходити
по тілу поковки
(рис.31, а). У цьому
випадку вже невеликий зсув однієї з
половин штампа легко знайти. Якщо
роз’єднання проходить по торцевій
поверхні, зсув помітити важко (рис.31,
б). Якщо деталь має бобишку з однієї
сторони, поковку можна розташувати в
одній половині штампа
(рис. 31, в), г).
Бажано, щоб поверхня роз’єднання штампа була плоскою (рис.32, а), що забезпечує відносно просте виготовлення штампів і гарні умови обрізання облою. Ламана лінія роз’єднання (рис.32, б) знижує витрату металу за рахунок зменшення висоти нахилів, але ускладнює виготовлення штампів.
Рисунок 31 – Положення поверхні роз’єднання: а) – правильне;
б
)
– неправильне; в), г) – зміщене для
поковок з однобічною бобишкою;
1 – зсув половини штампа; 2 – поверхня роз’єднання

Рисунок 32 – Роз’єднання штампів для довгих поковок:
I—I – пряма і II—II – ламана лінія роз’єднання штампа