ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.12.2021
Просмотров: 2391
Скачиваний: 3
Таблиця 9 – Розрахунок розмірів штампованої заготовки
|
Вхідні дані (норми точності) |
Штамповка на ГКМ |
||||||
|
Згідно з ГОСТ 7505-89 |
Прийнято |
||||||
|
Клас точності Марка матеріалу Ступінь складності Індекс Конфігурація поверхні роз’єднання штампа |
Т4-Т5 М2 С1 14 П |
Т4 М2 С1 14 П |
|||||
|
|
Розрахункові розміри, мм |
||||||
|
Припуски: основні |
ø106 h8 |
ø100 h8 |
ø54 h9 |
ø85 h9 |
120 |
25 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
2,3 |
2,3 |
2,0 |
2,0 |
2,0 |
1,8 |
||
|
додаткові на зміщення по поверхні роз’єднання штампа |
0,4 |
0,4 |
0,4 |
0,4 |
– |
– |
|
|
для врахування вигнутості і відхилення від площинності, прямолінійності |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 |
|
|
|
Розміри заготовки, мм |
||||||
|
ø112,4 |
ø106,4 |
ø69,8 |
ø90,8 |
122,5 |
27,3 |
||
|
Допуски: розмірів |
|
|
|
|
|
|
|
|
на зміщення по поверхні роз’єднання штампа |
1,0 |
||||||
|
по вигнутість, відхилення від площинності і прямолінійності |
1,0 |
||||||
|
радіусів заокруглень |
2,0 |
||||||
|
величини залишкового облою |
1,2 |
||||||
|
висота облою |
5 |
||||||
|
на відхилення від концентричності отворів |
1,5 |
||||||
Примітка: Залежно від серійності виробництва одержані розрахункові значення розмірів можуть бути заокруглені з метою полегшення їх виготовлення, наприклад ø112,5; ø106,5; ø70; ø91; 27,5.
На рисунку 36 показано заготовку шестерні, для якої поверхні розмірів А3, Д3, Д4, Д5, Д6 не підлягають механічній обробці різанням, поверхні розмірів А1з, А2з, D1з, D2з обробляють різанням і тому на них є відповідні припуски z1, z2, z3, z4, z5, z6, після зняття яких отримують поверхні деталі A1д, A2д, D1д, D2д. Поверхні деталі розмірів D7д і D8д утворюються після зняття відповідних напусків.
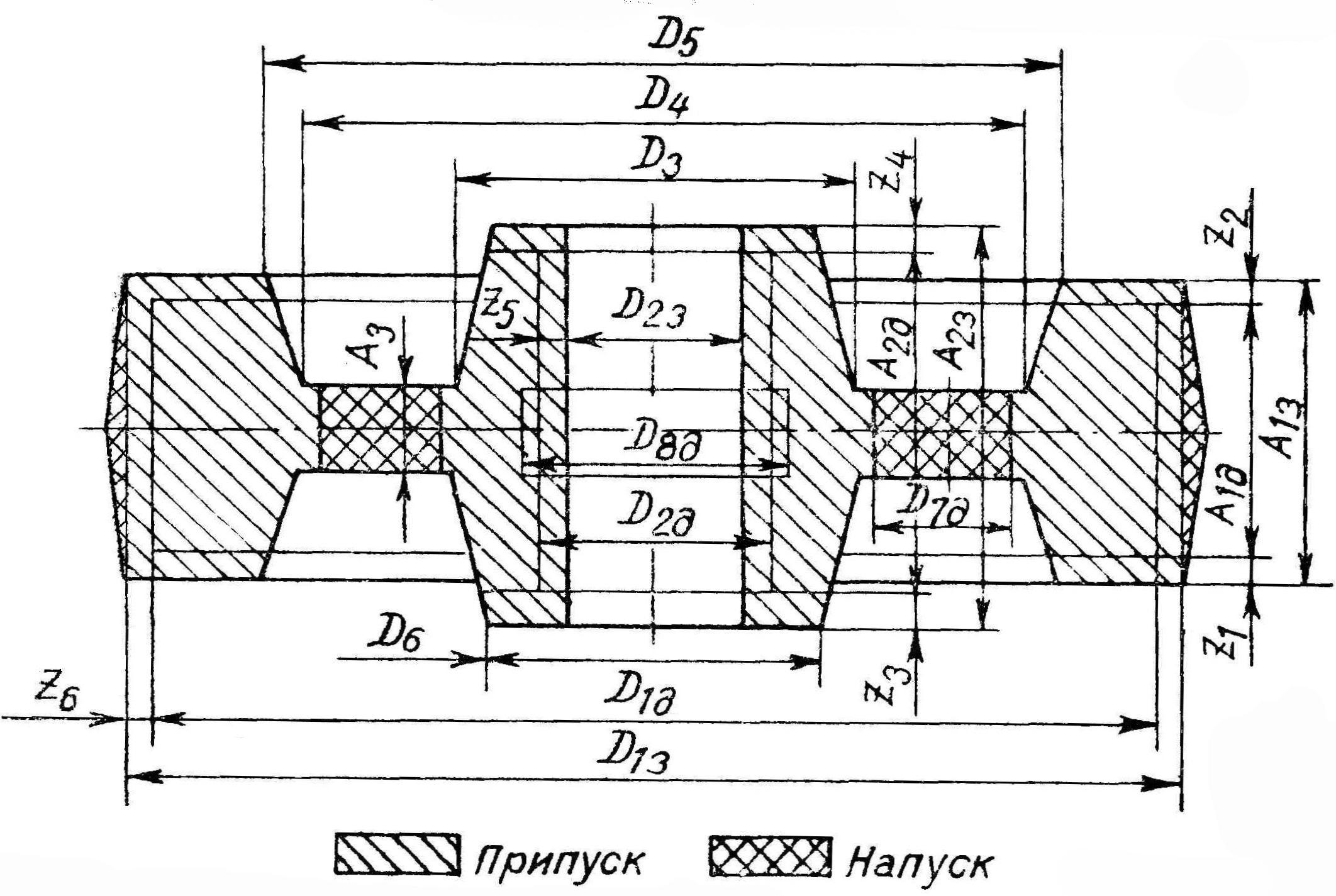
Рисунок 36 – Заготовка шестерні. Розміри, напуски та припуски на обробку різанням.
В даній роботі пропонується використати табличний метод призначення припусків згідно з ГОСТ 7505-89.
Послідовність виконання цього питання:
-
Вибір основних припусків [7].
-
Вибір додаткових припусків [7].
-
Визначення загального припуску.
Основні припуски встановлюються залежно від вихідного індексу, розміру та шорсткості оброблюваної поверхні (згідно з робочим кресленням деталі) за таблицею 10. Припуск призначається на сторону. Якщо вибирається припуск для обробки діаметральної поверхні, то його значення в подальшому при розрахунку діаметра заготовки подвоюється. Якщо ж вибирається припуск на плоскі поверхні, що пов’язані одним лінійним розміром, і вони мають шорсткості, що не попадають в один розмірний діапазон (наприклад 12,5√ і 0,8√ ), то припуски на ці поверхні будуть різними: на поверхню, що має більшу шорсткість, – менше значення припуску, на поверхню, що має меншу шорсткість, – більше значення припуску. Це передбачено для можливості виконання більшого числа переходів механічної обробки з метою забезпечення меншої шорсткості оброблюваної поверхні.
Вибрані значення припусків заносяться в таблицю 9.
Додаткові припуски враховують зміщення, вигнутість, відхилення від площинності і прямолінійності, міжцентрової та міжосьової відстаней. Вони призначаються залежно:
-
від класу точності Т та маси заготовки Qn (для врахування зміщення по лінії роз’єднання штампа – за таблицею 11),
-
від класу точності Т та найбільшого габаритного розміру (для врахування вигнутості, відхилення від площинності та прямолінійності – за таблицею 12),
-
від класу точності Т та відстані між центрами (для врахування відхилення міжосьової відстані – за таблицею 13).
Величина додаткового припуску, що враховує відхилення кутових розмірів, встановлюється за згодою між виготовлювачем та споживачем.
Загальний припуск на оброблювану поверхню визначається як сума основного та відповідних додаткових припусків.
При призначенні величини припуску на поверхню, положення якої визначається двома і більше розмірами заготовки, встановлюється найбільше значення припуску для даної поверхні.
8.3.1.3 Розрахунок розмірів заготовки
-
При розрахунку зовнішніх діаметральних розмірів заготовки вибраний загальний припуск подвоюється і додається до розміру готової деталі.
-
При розрахунку внутрішніх діаметральних розмірів заготовки вибраний загальний припуск подвоюється і віднімається від розміру готової деталі.
-
При визначенні лінійних розмірів потрібно уважно проаналізувати креслення деталі і вияснити, як формується розмір заготовки:
Якщо лінійний розмір пов’язує дві поверхні, що обробляються і є охоплюваними (наприклад, розміри 215±0,36, 12, рис. 37), то припуск подвоюється і додається до розміру готової деталі.
Якщо лінійний розмір пов’язує дві поверхні, що обробляються, але вони є охоплювальними (наприклад, розточка в корпусній деталі), то припуск подвоюється і віднімається від розміру готової деталі.
Якщо лінійний розмір пов’язує дві поверхні, що обробляються, але одна з них охоплювана, а друга – охоплювальна (наприклад, розмір 10, рис. 1), то одне значення припуску додається, а друге – віднімається (в даному випадку припуски на оброблювані поверхні відкладаються в одному напрямку).
Таблиця 10 – Припуски на механічну обробку
|
Вихідний індекс |
Товщина деталі |
||||||||||||||||||||||||||
|
до 25 |
25-40 |
40-63 |
63-100 |
100-160 |
160-250 |
зв. 250 |
|
|
|||||||||||||||||||
|
Довжина, ширина, діаметр, глибина і висота деталі |
|||||||||||||||||||||||||||
|
до 40 |
40-100 |
100-160 |
160-250 |
250-400 |
400-630 |
630-1000 |
1000-1600 |
1600-2500 |
|||||||||||||||||||
|
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
100 12,5 √ |
10 1,6 √ |
1,25
√ |
|
|
1 |
0,4 |
0,6 |
0,7 |
0,4 |
0,6 |
0,7 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
2 |
0,4 |
0,6 |
0,7 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
3 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
— |
— |
— |
— |
— |
— |
|
4 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
— |
— |
— |
— |
— |
— |
|
5 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
— |
— |
— |
|
6 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
|
7 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
|
8 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
|
9 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
|
10 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
|
11 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
|
12 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
|
13 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
|
14 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
|
15 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
|
16 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
|
17 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
5,1 |
5,6 |
|
18 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
5,1 |
5,6 |
4,5 |
5,7 |
6,2 |
|
19 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
5,1 |
5,6 |
4,5 |
5,7 |
6,2 |
4,9 |
6,2 |
6,8 |
|
20 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
5,1 |
5,6 |
4,5 |
5,7 |
6,2 |
4,9 |
6,2 |
6,8 |
5,4 |
6,8 |
7,5 |
|
21 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
5,1 |
5,6 |
4,5 |
5,7 |
6,2 |
4,9 |
6,2 |
6,8 |
5,4 |
6,8 |
7,5 |
5,8 |
7,4 |
8,1 |
|
22 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
5,1 |
5,6 |
4,5 |
5,7 |
6,2 |
4,9 |
6,2 |
6,8 |
5,4 |
6,8 |
7,5 |
5,8 |
7,4 |
8,1 |
6,2 |
7,9 |
8,7 |
|
23 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
5,1 |
5,6 |
4,5 |
5,7 |
6,2 |
4,9 |
6,2 |
6,8 |
5,4 |
6,8 |
7,5 |
5,8 |
7,4 |
8,1 |
6,2 |
7,9 |
8,7 |
7,1 |
9,1 |
10,0 |
