Файл: Кафедра финансов, налогообложения и финансового учета.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.12.2023
Просмотров: 205
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ОРГАНИЗАЦИИ ОСНОВНОГО ПРОИЗВОДСТВА НА ПРЕДПРИЯТИИ
1.1 Сущность и принципы организации основного производства
1.2 Факторы повышения эффективности организации производства
2 АНАЛИЗ ОРГАНИЗАЦИИ ОСНОВНОГО ПРОИЗВОДСТВА (НА ПРИМЕРЕ ЦЕХА 562 АО «НПК «УРАЛВАГОНЗАВОД»)
2.1 Организационно-экономическая характеристика производственного подразделения
2.2 Анализ ресурсов для обеспечения основного производства
2.3 Анализ организации труда в производственном подразделении
3 РАЗРАБОТКА НАПРАВЛЕНИЙ СОВЕРШЕНСТВОВАНИЯ ОРГАНИЗАЦИИ ОСНОВНОГО ПРОИЗВОДСТВА НА ПРЕДПРИЯТИИ
2.3 Анализ организации труда в производственном подразделении
Организация труда в производственном подразделении играет определяющую роль для обеспечения трудового процесса. Объем выполненных работ может рассчитываться в нормо-часах работы по производственному подразделению. На рисунке 3 представлена динамика объема производства в нормо-часах с разбивкой по месяцам за анализируемый период.
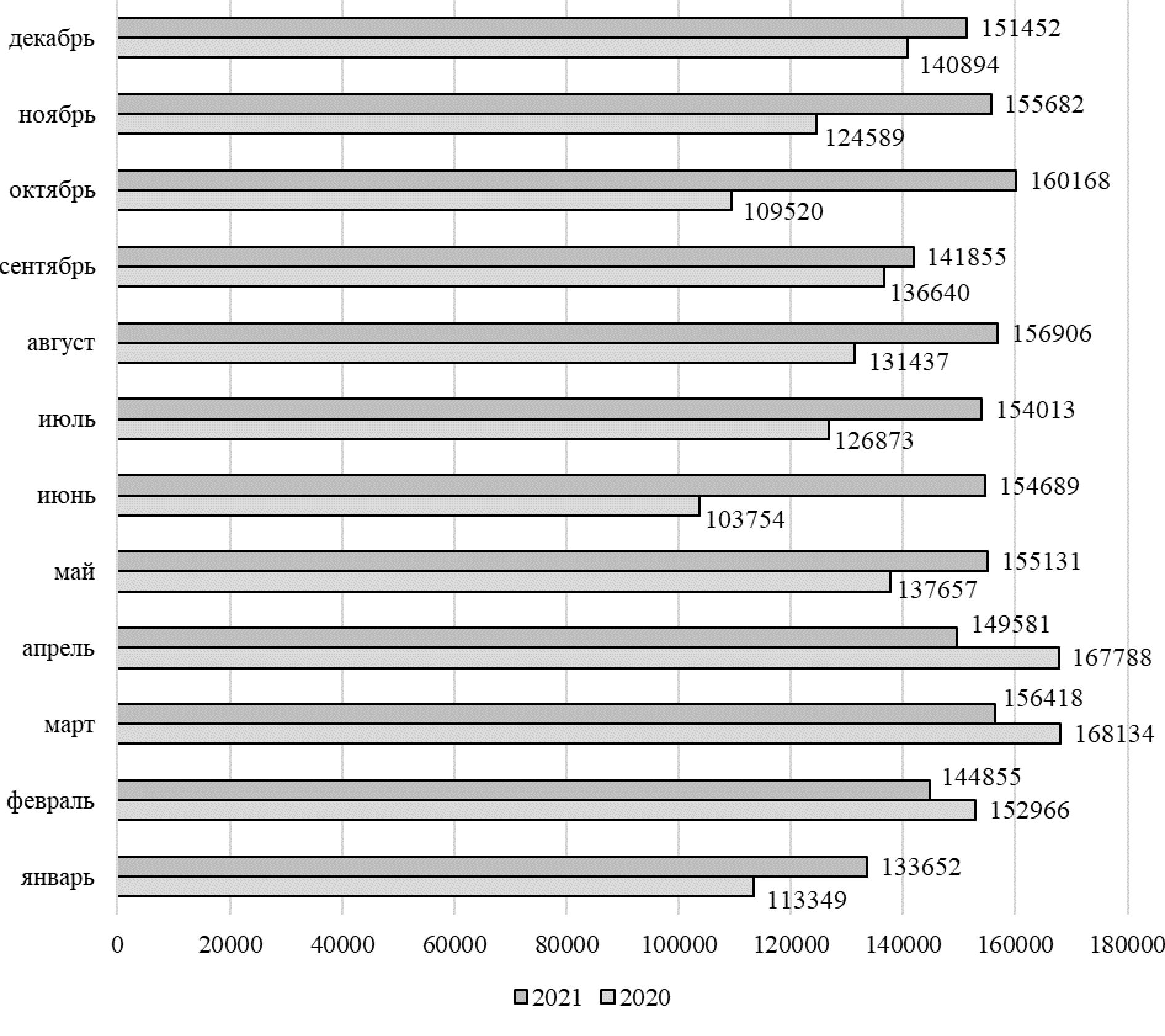
Рисунок 3 - Динамика объема производства с разбивкой по месяцам цеха 562 АО «НПК «Уралвагонзавод» в 2021-2022 гг., нормо-часы
Так в 2021 году наблюдается рост объемов производства в нормо-часах с января по апрель 2021 года.
Далее наблюдается спад производства до июня. Затем рост объема производства в нормо-часах к концу 3 квартала. Отмечено увеличение объемов к концу года. В 2022 году объемы производства в нормо-часах более равномерно распределяются в течение года в цехе. Максимальным объемом производства в нормо-часах характеризуется октябрь (160168 нормо-часов).
К концу года отмечен небольшой спад до 151452 нормо-часов.
Трудовой процесс в цехе 562 организован на базе производственных участков. Рассмотрим технологическую расстановку рабочих основного производства по производственным участкам. В технологической расстановке отражается количество рабочих мест, количество человек на 1 рабочее место, количество человек в смену и количество человек на 4 кадра, которое зависит от графиков работы производственных участков.
В таблице 8 и 9 представлена технологическая расстановка основных- рабочих повременщиков и рабочих-сдельщиков стержневого участка.
Таблица 8 - Технологическая расстановка основных рабочих-повременщиков стрежневого участка цеха 562
| Наименование рабочего места (операции) | Количество рабочих мест | Количество человек на 1 рабочее место | Количество человек в смену | Итого человек на 4 кадра |
| Изготовление мелких стержней на стрежневых машинах «ВПФ-1» | 2 | 1 | 2 | 8 |
| Изготовление крупных стержней на стрежневых машинах «Интернационал», «Ретомат» | 4 | 1 | 3 | 12 |
| Основная и вторичная покраска стержней | 8 | 1 | 8 | 32 |
| Изготовление каркасов | 2 | 1 | 2 | 8 |
| Замес хромитовой смеси | 1 | 1 | 1 | 4 |
| БПП, чистка плит, прошпиловка | 1 | 3 | 3 | 12 |
| Сушка стержней, чистка плит, прошпиловка | 1 | 1 | 1 | 4 |
| Подача стержней на участок ХТС, автосцепки, плит, прошпиловка | 1 | 2 | 2 | 8 |
| Подача стержней на поток рамы, автосцепки, плит, прошпиловка | 1 | 2 | 2 | 8 |
| Подача стержней на поток мелочи, автосцепки, плит, прошпиловка | 1 | 1 | 1 | 4 |
| Подача стержней на поток балки, автосцепки, плит, прошпиловка | 1 | 2 | 2 | 8 |
| Итого | 23 | - | 26 | 108 |
Согласно данных таблицы 8, на стержневом участке выполняется 11 операций на 23 рабочих местах. В смену на стержневом участке работает 26 человек, по технологической расстановке должны работать 108 человек. При расчете численности рабочих учитывается коэффициент невыходов, равный 20%. С учетом коэффициента невыходов по выполненному расчету численность рабочих-повременщиков составит 130 человек.
Таблица 9 - Технологическая расстановка основных рабочих-сдельщиков стрежневого участка цеха 562
| Наименование рабочего места (операции) | Количество рабочих мест | Количество человек на 1 рабочее место | Количество человек в смену | Итого человек на 4 кадра |
| Изготовление стержней на стрежневой машине «ДИСКО 3200» | 3 | 1 | 3 | 12 |
| Изготовление стержней на стрежневой машине «Практикор 50» | 4 | 2 (1) | 6 | 24 |
| Изготовление стержней на стрежневой машине «Практикор 80» | 3 | 2 (1) | 4 | 16 |
| Изготовление стержней на стрежневой машине «Лемпа 20(40)» | 1 | 1 | 1 | 4 |
| Изготовление стержней на стрежневой машине «Лемпа 25» | 2 | 1 | 2 | 8 |
| Изготовление стержней на стрежневой машине «Лемпа 180» | 1 | 2 | 2 | 8 |
| Итого | 14 | х | 18 | 72 |
Согласно данных таблицы 9, в смену на стержневом участке работает 18 человек рабочих-сдельщиков. В соответствии с технологической расстановкой на стержневом участке выполняется 6 производственных операций. Всего на стержневом участке по технологической расстановке должны работать 72 человека. С учетом коэффициента (20%) невыходов численность рабочих составит 87 человек. Технологическая расстановка рабочих на формовочном участке с учетом потоков, заливочных пролетах, участке выбивки, ПДБ представлена в приложении А.
Рассмотрим более подробно организацию труда на стержневом участке, так как он является наиболее много численным вместе с формовочным участком. В таблице 10 представлен график работы на стержневом участке. Как следует из данных таблицы 10, рабочие работают по графику номер 13, утвержденному для литейного корпуса 560 АО «НПК Уралвагонзавод», в который входит цех 562. Также для оценки организации труда в производственном подразделении проведем анализ использования рабочего времени. Для оценки использования рабочего времени рабочими в цехе 562, оценим результаты проведения фотографии рабочего дня на операции изготовления литейных стержней.
Таблица 10 - График работы на стержневом участке
| Сменный мастер | ||||
| В непрерывном четырехбригадном режиме с продолжительностью смен 11 часов 30 минут и началом дневной смены в 8-00 утра при 40-часовой рабочей неделе (для работников, занятых на работах с вредными и (или) опасными условиями труда, заключивших отдельное соглашение к трудовому договору) график № 13 | ||||
| смена | Начало смены | Окончание смены | Продолжительность смены | Продолжительность перерыва (время отдыха, приема пищи) |
| 1 | 08-00 | 20-00 | 11 ч 30 мин | 30 минут (11.00-11.30) |
| 2 | 20-00 | 08-00 | 11 ч 30 мин | 30 минут (23.00-23.30) |
| Стерженщик машинной формовки. Сварщик контактной сварки | ||||
| В непрерывном четырехбригадном режиме с продолжительностью смен 11 часов 30 минут и началом дневной смены в 8-00 утра при 40-часовой рабочей неделе (для работников, занятых на работах с вредными и (или) опасными условиями труда, заключивших отдельное соглашение к трудовому договору) график № 13 | ||||
| смена | Начало смены | Окончание смены | Продолжительность смены | Продолжительность перерыва (время отдыха, приема пищи) |
| 1 | 08-00 | 20-00 | 11 ч 30 мин | 30 минут (11.00-11.30) |
| 2 | 20-00 | 08-00 | 11 ч 30 мин | 30 минут (23.00-23.30) |
Стрежни изготавливаются посредством пескострельного заполнения стержневого ящика песчаной смесью с добавлением, в необходимых пропорциях, материалов, способствующих приданию литейному стержню прочности (смол и катализаторов). Каждое рабочее место соответствует определенным нормам, инструкциям и требованиям. Каждый рабочий, находясь на своем рабочем месте, обеспечен исправным инструментом и средствами индивидуальной защиты. Ознакомлен с техникой безопасности при работе на том или ином оборудовании, с ним проводится ежесменный и ежеквартальный инструктаж.
Рабочий ознакомлен с порядком и правилами работы на данном оборудовании, он четко знает технологический процесс и норму выработки. В таблице 11 представлена лицевая сторона карты фотографии рабочего дня на стержневом участке. Наблюдения проводились непосредственно за рабочим, обслуживающим ведущее оборудование - стержневую машину. На лицевой стороне карты указаны все нормообразующие факторы, условия выполнения работ, применяемое оборудование.
Таблица 11 - Карта индивидуальной фотографии рабочего дня
| Предприятие - АО «НПК «Уралвагонзавод»» Цех крупного стального литья №562 | Карта индивидуальной фотографии рабочего дня № 1 (лицевая сторона) | Начало наблюдения - 8.00 Конец наблюдения - 16.30 Дата 10 сентября 2019 г. Наблюдатель |
| рабочий | операция | оборудование |
| Профессия - стерженщик машинной формовки Стаж работы по профессии -5 лет | Наименование - изготовление литейных стержней Разряд - 4 | Наименование - стержневая машина Laempe 20 Состояние - удовлетворительное |
| Организация рабочего места: Обеспечения формовочным материалом: стержневые смеси поступают автоматически посредством пневмотранспорта. Порядок обеспечения инструментом и приспособлениями: рабочий получает инструмент, разделительный состав на рабочем месте. Порядок проведения инструктажа: рабочий получает от мастера сменное задание согласно заданной номенклатуры. Форма оплаты труда - сдельно-премиальная. Планировка рабочего места: пульт управления расположен в оптимальной зоне досягаемости рук рабочего на удобной высоте. Порядок обеспечения спецодеждой: рабочие обеспечиваются бесплатной спецодеждой, средствами индивидуальной защиты, личной гигиены. | ||
В таблице 12 приведена сводка фотографии рабочего времени, баланс рабочего времени на стержневом участке после проведения наблюдений.
Таблица 13 - Сводка фотографии рабочего времени и баланс рабочего времени
| Классификация элементов рабочего времени | Условные обозначения | Фактически по фотографиям рабочего времени | Проектируемое время | |||||||||
| 1 наблюдение | 2 наблюдение | 3 наблюдение | среднее | | ||||||||
| % | мин | % | мин | % | мин | % | мин | % | мин | |||
| Прямые затраты | Топ | 86 | 413 | 87,9 | 422 | 78,9 | 379 | 84,3 | 404,6 | | 432 | |
| Итого прямых затрат | 86 | 413 | 87,9 | 422 | 78,9 | 379 | 84,3 | 404,6 | | | ||
| Косвенные затраты | Тпз | 4,6 | 22 | 4 | 19 | 6,3 | 30 | 4,9 | 23,7 | 7,3 | 35 | |
| Тобс | 5,6 | 27 | 5,8 | 28 | 9,2 | 44 | 6,9 | 33 | ||||
| Тслуч | - | - | - | - | - | - | - | - | | | ||
| Тбесп | - | - | - | - | - | - | - | - | | | ||
| Итого косвенных затрат | 10,2 | 49 | 9,8 | 47 | 15,5 | 74 | 11,8 | 56,7 | | | ||
| Итого работы | 96,2 | 462 | 97,7 | 469 | 94,4 | 453 | 96,1 | 461,2 | | 467 | ||
| Перерывы | Торг | - | - | - | - | - | - | - | - | | | |
| Ттехн | - | - | - | - | - | - | - | - | | | ||
| Ттехнол | - | - | - | - | - | - | - | - | | | ||
| Тотл | 1,5 | 7 | 2,3 | 11 | 5,6 | 27 | 3,1 | 15 | 2,7 | 13 | ||
| Тнтд | 2,3 | 11 | - | - | - | - | 0,77 | 3,7 | | | ||
| Итого перерывов | 3,8 | 18 | 2,3 | 11 | 5,6 | 27 | 3,9 | 18,7 | | | ||
| Всего рабочего времени | 100 | 480 | 100 | 480 | 100 | 480 | 100 | 480 | 100 | 480 | ||