Файл: И. И. Лаптева, М. А. Колесников неразрушающий контроль деталей вагонов рекомендовано Методическим советом двгупс в качестве учебного пособия Хабаровск Издательство двгупс 2012.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 625
Скачиваний: 6
СОДЕРЖАНИЕ
1. ВИДЫ И МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
2.1. Феррозондовый метод контроля:основные понятия и технология
2.2. Технология контроля деталей рамы тележки грузового вагона модели 18-100 (18-493)
2.4. Магнитопорошковый контроль
3. ВИХРЕТОКОВЫЙ МЕТОД КОНТРОЛЯ
4. ДЕФЕКТОСКОПИЯ ПРОНИКАЮЩИМИ ЖИДКОСТЯМИ
5. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
5.2. Факторы, влияющие на эффективность УЗД
5.4. Принципиальное устройство ультразвукового дефектоскопа
5.5. Способы ввода ультразвука в деталь
5.6. Методы ультразвукового контроля
5.7. Средства настройки дефектоскопа
5.8. Контроль оси на прозвучиваемость (УД2-12)
5.10. Ультразвуковая дефектоскопия колёс
6. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД КОНТРОЛЯ
7. Интроскопический метод контроля
Тестовые задания по дисциплине «Основы технической диагностики»
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Дальневосточный государственный
университет путей сообщения»
Кафедра «Вагоны»
И.И. Лаптева, М.А. Колесников
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
ДЕТАЛЕЙ ВАГОНОВ
Рекомендовано
Методическим советом ДВГУПС
в качестве учебного пособия
Хабаровск
Издательство ДВГУПС
2012
УДК 629.44.018.023:620.179.1(075.8)
ББК О24-04-06-7я73
Л 246
Рецензенты:
Кафедра «Машины и оборудование лесного комплекса» ТОГУ
(заведующий кафедрой доктор технических наук, профессор
В.А. Иванов)
Директор ООО «Техномарин Плюс»
Ю.И. Шевченко
| Л 246 | Лаптева, И.И. Неразрушающий контроль деталей вагонов : учеб. пособие / И.И. Лаптева, М.А. Колесников. – Хабаровск : Изд-во ДВГУПС, 2012. – 103 с. : ил. |
Рассмотрены основные современные методы и средства технической диагностики и неразрушающего контроля деталей и узлов вагонов.
Предназначено для студентов 3-го и 4-го курсов всех форм обучения, изучающих дисциплины «Основы технической диагностики» и «Технология производства и ремонта вагонов».
УДК 629.44.018.023:620.179.1(075.8)
ББК О24-04-06-7я73
 © ДВГУПС, 2012
© ДВГУПС, 2012Список принятых сокращений
АЭ – акустико-эмиссионный, акустическая эмиссия.
БК – блок контроля.
БР – боковая рама.
БУ – блок управления.
ВТК – вихретоковый контроль.
ВТП – вихретоковый преобразователь.
ГИ – генератор импульсов.
ГР – генератор развертки.
ДН – достаточная намагниченность.
ИД – искусственный дефект.
ИР – индикатор расхождения.
ИР – индикаторный рисунок.
КМС – концентрат магнитной суспензии.
КП – колесная пара.
МВПС – мотор-вагонный подвижной состав.
МПК – магнитопорошковый контроль.
НБ – надрессорная балка.
НК – неразрушающий контроль.
НРУ – намагничивающее-размагничивающее устройство.
НУ – намагничивающее устройство.
ОК – объект контроля.
ПЭП – пьезоэлектрический преобразователь.
РД – руководящий документ.
СН – серийный номер.
СНУ – седлообразное намагничивающее устройство.
СОН – способ остаточной намагниченности.
СОП – стандартные образцы предприятия.
СПП – способ приложенного поля.
ТД – техническая диагностика.
УЗД – ультразвуковая дефектоскопия.
УЗК – ультразвуковой контроль.
ФЗК – феррозондовый контроль.
ФП – феррозондовый преобразователь.
ЭЛТ – электронно-лучевая трубка.
ВВЕДЕНИЕ
Производственные процессы, осуществляемые при изготовлении, эксплуатации и ремонте вагонов, их несовершенства и нарушения влияют на появление отказов деталей и узлов вагона. На стадии изготовления и проектирования изделия возможны просчеты проектировщиков; использование недоброкачественного материала как результата несовершенства металлургического производства; проявление нарушений термообработки, металлообработки и сборки. На этапе эксплуатации происходит нарушение условий эксплуатации, технологии обслуживания, а также длительное нагружение деталей и узлов переменными нагрузками, приводящими к нарушению усталостной прочности. На стадии ремонта – использование несовременных технологических процессов ремонта, нарушение технологии выполнения работ и др. Различные нарушения на этих стадиях приводят к появлению скрытых и явных дефектов.
В целях оценки качества продукции, ее пригодности без нарушения состояния применяется неразрушающий контроль.
Неразрушающий контроль (НК) – эффективное, а в ряде случаев – единственно возможное средство предотвращения нарушения безопасности движения на железнодорожном транспорте из-за изломов рельсов, основных деталей подвижного состава, а также сварных соединений в конструкциях пути, подвижного состава и искусственных сооружений.
В настоящее время чаще используют понятие «система НК», которое включает в себя совокупность физических методов
, технических средств, технологий и условий проведения НК с целью обнаружения недопустимых дефектов в объекте контроля (ОК), а также персонала, занятого НК и оценкой качества объекта.
Цель учебного пособия – ознакомить студентов с методами НК: магнитными, вихретоковыми, проникающими веществами, ультразвуковой дефектоскопии, акустико-эмиссионным и интроскопическим.
1. ВИДЫ И МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Производственные процессы, которые осуществлялись при изготовлении, эксплуатации и ремонте деталей и узлов вагонов, из-за их несовершенства и нарушений при исполнении в различной мере влияют на возникновение отказов. Так, на стадии проектирования и изготовления в созданной конструкции реализовываются: просчёты проектировщиков; несовершенство металлургических процессов; процессов термообработки; металлообработки; сборки и др.
При производственных процессах происходит нарушение условий эксплуатации и технологии обслуживания, а под действием переменных нагрузок возникает усталость материала детали.
На стадии ремонта возможно исполнение несовершенных процессов, а при осуществлении ремонтных работ нарушаются технические условия и качество их выполнения и др. Всё это приводит к появлению скрытых и явных дефектов.
Для получения приближенной оценки состояния вагона формируются процессы диагностирования, технического обслуживания и ремонта вагона (рис. 1) [8].
Рис. 1. Формирование процессов диагностирования,
технического обслуживания и ремонта
В целях оценки качества продукции (деталей) без нарушения её конструкции и пригодности к использованию по назначению применяется неразрушающий контроль (ГОСТ 4.27-81, 4.28-81). Он позволяет выявить дефекты в материале детали в виде нарушений сплошности, проконтролировать геометрические параметры (например, толщину детали), оценить физико-химические свойства материала детали и, в конечном счете, гарантировать безотказную работу на определённый предстоящий период. При изготовлении и ремонте вагонов применяются различные виды и методы неразрушающего контроля (табл. 1).
Таблица 1
Методы неразрушающего контроля деталей вагонов
| Виды неразрушающего контроля | Методы неразрушающего контроля |
| Магнитный | Феррозондовый Магнитопорошковый |
| Электромагнитный | Вихретоковый |
| Проникающими веществами | Цветной Люминесцентный Люминесцентно-цветной |
| Акустический (ультразвуковой) | Теневой Зеркально-теневой Резонансный Эхометод Акустико-эмиссионный |
| Интроскопический | Жесткое излучение |
Научная классификация методов диагностирования основывается на признаках, отражающих наиболее существенные отличия методов, характеризующих особенности структуры и взаимодействия трех основных частей системы технического диагностирования: объекта диагностирования, системы сбора, преобразования и отображения результатов диагностирования.
В пособии рассматриваются основные методы неразрушающего контроля, более подробно остальные методы были рассмотрены ранее [26].
 Рекомендуемая литература: [1, 9–12].
Рекомендуемая литература: [1, 9–12].2. МАГНИТНЫЕ МЕТОДЫ КОНТРОЛЯ
2.1. Феррозондовый метод контроля:
основные понятия и технология
По современным представлениям магнитные явления (независимо от того, где и как они проявляются) всегда связаны с движением электрических зарядов (закон Био–Савара–Лапласа).
Используя понятие фиктивной магнитной массы, можно объяснить некоторые характеристики магнитного поля по аналогии с характеристиками электростатического поля. Основанием для этой аналогии служат следующие известные экспериментальные факты:
–
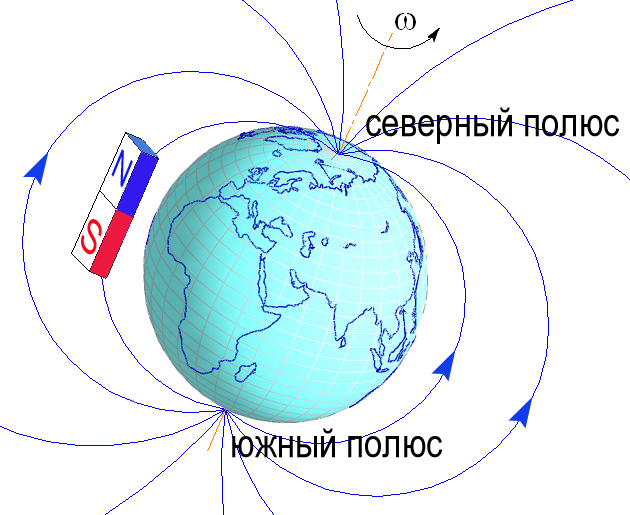
Рис. 2. Ориентация свободно
подвешенного магнита в поле Земли
определенные материалы, находясь в подвешенном состоянии, ориентируются в направлении север–юг (рис. 2), такие материалы называются магнитами. Конец магнита, обращенный на север, называется северным, или положительным полюсом магнита, а противоположный – южным, или отрицательным;
– некоторые тела, не проявляющие в исходном состоянии магнитных свойств, могут приобрести их при поднесении этих тел достаточно близко к полюсам магнита. При этом на конце тела, обращенного к полюсу магнита, индуцируется магнетизм противоположного знака, а на удаленном конце – магнетизм того же знака, что и у полюса магнита;
– если тонкий магнит поднести к железным опилкам, то опилки притягиваются с наибольшей густотой вблизи концов магнита и не притягиваются к средней его части. Отсюда следует, что магнетизм как бы сосредоточен в области концов магнита. Если толщина магнита значительно меньше по сравнению с его длиной, то его называют