ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 376
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Со – обобщенный коэффициент сопротивления.
Тяговое усилие на барабане будет равно:
F 1000Pдв
v
Tн
Тсб .
Максимальное Тн и минимальное Тсб натяжение ленты определяется из формулы Эйлера.
Для определения сопротивления движения ленты на всей трассе конвейера и уточнения мощности привода проводят тяговый расчет.
Сопротивление на участках трассы разделяют на сопротивление распреде- ленные по длине участка и сопротивления, сосредоточенные в определенных пунктах трассы – на барабанах, в местах погрузки и разгрузки, на очистных устройствах.
Усилие сопротивления группы роликов на горизонтальном участке кон-
вейера равно:
Fp
а на холостой ветви
Gp
Gp
Fх
q qo gl c,
qo gl c,
где
q Q
3,6v
– масса груза, приходящаяся на 1 м длины конвейера;
qо – распределенная масса ленты; lо – длина учатска.
С – коэффициент сопротивления движения ленты по роликоопорам.
Сопротивление на барабане складывается из сопротивления в подшипни- ках и жесткости ленты.
Fб R,
где ε=0,05÷0,08 для подшипников скольжения, ε=0,02÷0,04 для подшипни- ков качения.
Сопротивление в пункте загрузки конвейера будет равно:
Fз
Q
3,6
v vг ,
где φ=1,3÷1,5, коэффициент трения груза о направляющие; νг – скорость падающего груза.
Сопротивление в пункте разгрузки с помощью плужкового разгружателя будет равно:
Fр 27...36 qgB .
Сопротивление очистных устройств
Foч Рoч B,
где Роч – удельное сопротивление очистки
Рoч
300 500 Н м .
 Полное сопротивление в конвейере и натяжение тягового органа в разных точках его контура можно определить методом обхода по контуру. Для этого всю трассу конвейера разбивают на определенные участки и определяют последова- тельно натяжение тягового элемента переходя от точки к точке (рис. 87).
Полное сопротивление в конвейере и натяжение тягового органа в разных точках его контура можно определить методом обхода по контуру. Для этого всю трассу конвейера разбивают на определенные участки и определяют последова- тельно натяжение тягового элемента переходя от точки к точке (рис. 87).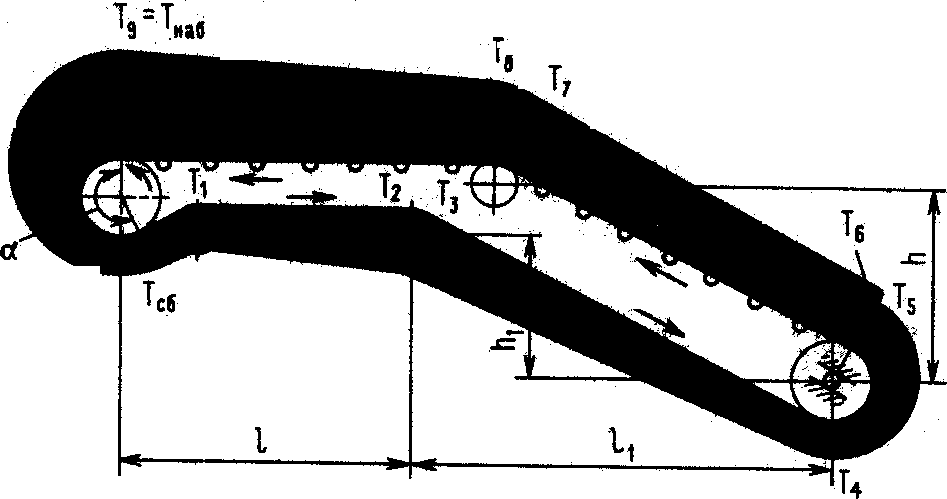
Рис. 87. Схема натяжения ленты
При этом учитывается, что натяжение тягового элемента суммируется при переходе от одной точке к другой.
Обход по контуру начинают с ветви сбегающей с тягового барабана.
Натяжение:
Т1 Тсб
-
Fб .
Натяжение:
Т 2 Т1 Т х ;
Т 3 Т 2 Fб .
На наклонном участке натяжение уменьшается на составляющую веса лен- ты при разности высоты h1
Т 4 Т3 Fх qo gh1, Т 5 Т 4 Fб , Т 6 Т 5 Fз .
Т 7 Т 6 Fр
q qo gh,
Т8 Т 7 Fб ,
Т наб
Т 9
Т8 Fр .
Т наб
Последнее равенство решают совместно с уравнением Эйлера
Тсбе f .
Наименьшее натяжение ленты на рабочей части конвейера должно быть
меньше
уmax 0,025...0,03t .
равно
Исходя из этого минимальное допускаемое натяжение рабочей ветви будет
q qo t 2 g
Т max
,
8 ymax
Если фактическое натяжение меньше допускаемого, то проводят новый расчет, приняв минимальное натяжение. Расчет по контуру начинают с точки ми- нимального натяжения рабочей ветви.
Далее определяют тяговое усилие Fо
Fo Tнаб
Тсб
-
Fл .
где Fл – сопротивление жесткости ленты и трения в опорах барабана.
Наименьшее допускаемое натяжение, обеспечивающее сцепление ленты с приводным барабаном
Т Fo Кпот .
сб еf 1
Необходимая мощность электродвигателя:
Рдв
FovКпот , 1000W
где Кпот – коэффициент запаса, Кпот=1,1…1,2.
§3. Цепные конвейеры
В цепных конвейерах тяговым элементом являются цепи различного типа: пластинчатые, разборные, крючковые, вильчатые, круглозвенные (рис. 88).
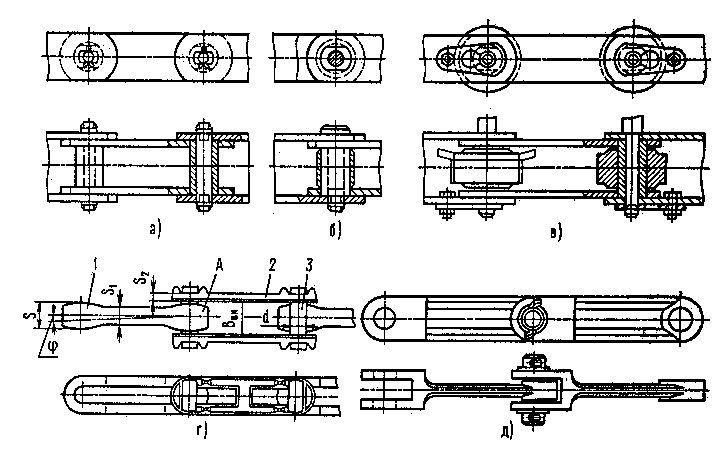
Рис. 88. Конвейерные цепи: а – безроликовая, б – роликовая, в – роликовая с катками, г – разборная, д - вильчатая
Цепные конвейеры применяются при высоких температурах, при транс- портировке грубых и кусковатых грузов, когда ленточные конвейеры применять нельзя. Цепь обеспечивает надежную передачу тягового усилия и имеет малое удлинение под нагрузкой. Недостатком цепного тягового элемента является нали- чие большого числа шарниров и их большой износ.
Обычно скорость цепного конвейера 0,6-1,0 м/с. Подбор цепи производят по коэффициенту запаса прочности n и относительной разрушающей нагрузки Sр
Sp S раб n.
При наличии двух цепей рабочее усилие натяжения определяют с учетом коэффициента неравномерности распределения нагрузки
S раб
1,1...1,25S расч .
Для пластинчатых цепей n=5÷6; для наклонных конвейеров n=7÷10; для разборных цепей n=10÷15; для сварных n=15÷20.
Для перемещения груза конвейеры снабжаются пластинами, ковшами, люльками, тележками и т.д.
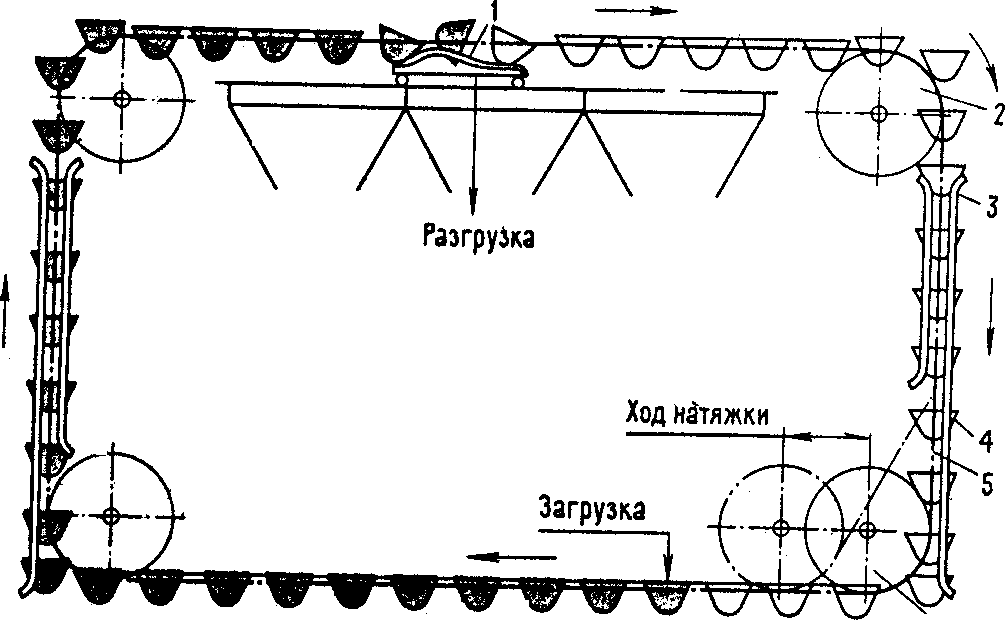 Ковшовые конвейеры содержат две пластинчато-втулочные цепи с шар- нирно подвешенными ковшами (рис. 89).
Ковшовые конвейеры содержат две пластинчато-втулочные цепи с шар- нирно подвешенными ковшами (рис. 89).Рис. 89. Схема ковшового конвейера: 1 – Разгрузочное устройство;
2 – приводная звездочка; 3 – направляющие; 4 – ковши; 5 – тяговая цепь
Схема масс ковша расположен ниже точки подвеса, благодаря чему обес- печивается устойчивое положение ковша.
Преимущества: возможность транспортирования не только по горизонта- ли но и по вертикали, простота и удобство разгрузки ковша в любой точке трассы, транспортирование горячих грузов.
Недостатки: большая масса козовой части, высокая стоимость, раскачива- ние ковшей при V=1,1 м/с.
Производительность ковшовых конвейеров достигает 500 т/ч при скорости V=0,15-0,4 м/с. Ковши изготавливают из листовой стали толщиной 2÷6 мм. Ши- рина ковшей составляет 400-1000 мм. По способу расположения ковшей бывают конвейеры с расставленными и сомкнутыми ковшами.
Для загрузки разомкнутых ковшей используют специальные дозирующие устройства в виде секторных затворов. Производительность ковшового конвейера
Q 3,6 i v,
t
где i – вместительность ковша; t – шаг подвески ковша;
δ – коэффициент заполнения ковша, δ=0,7÷0,9 – для сомкнутых ков- шей; δ=0,75 – для разомкнутых ковшей.
Разгрузка ковшей производится с помощью упоров. Вертикальный ковшо- вый конвейер называется элеватором.
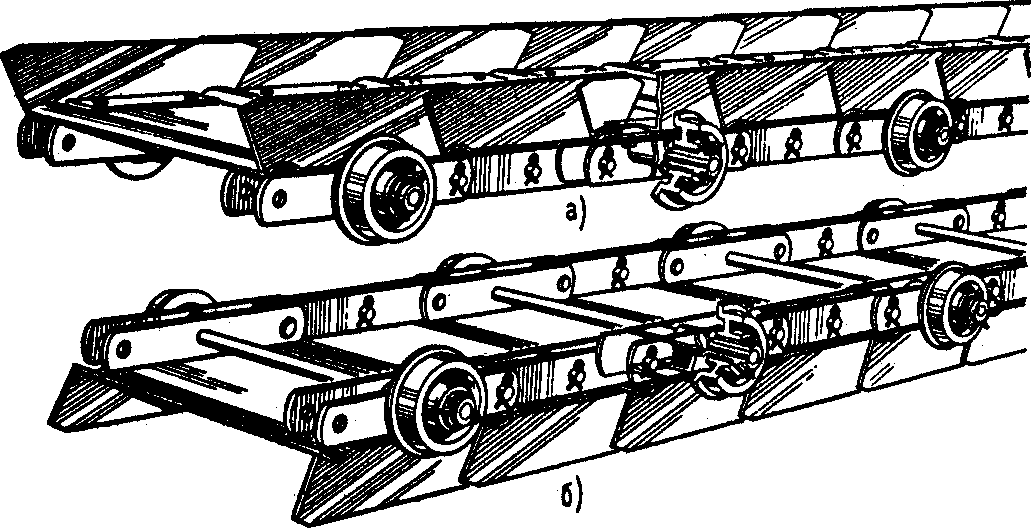 Пластинчатые цепные конвейеры содержат пластинчатые цепи соединен- ные специальными лотками (рис. 90). Разгрузка производится на холостой звез- дочке, а погрузка – в любом месте.
Пластинчатые цепные конвейеры содержат пластинчатые цепи соединен- ные специальными лотками (рис. 90). Разгрузка производится на холостой звез- дочке, а погрузка – в любом месте.Рис. 90. Схема пластинчатого конвейера.
Производительность пластинчатого конвейера при плоском полотке:
Q 650B 2vktg
с бортами: Q 900Bv Bktg 4h,
где Ψ – коэффициент заложения сечения;
k – коэффициент снижения производительности.
Скорость движения V=0,05-0,6 м/с. Недостатки такие же как и у ковшовых конвейеров.
В скребковых конвейерах груз перемещается по неподвижному желобу 4 волочением при помощи скребков 2, соединенных с движущейся целью 1 (рис. 91).
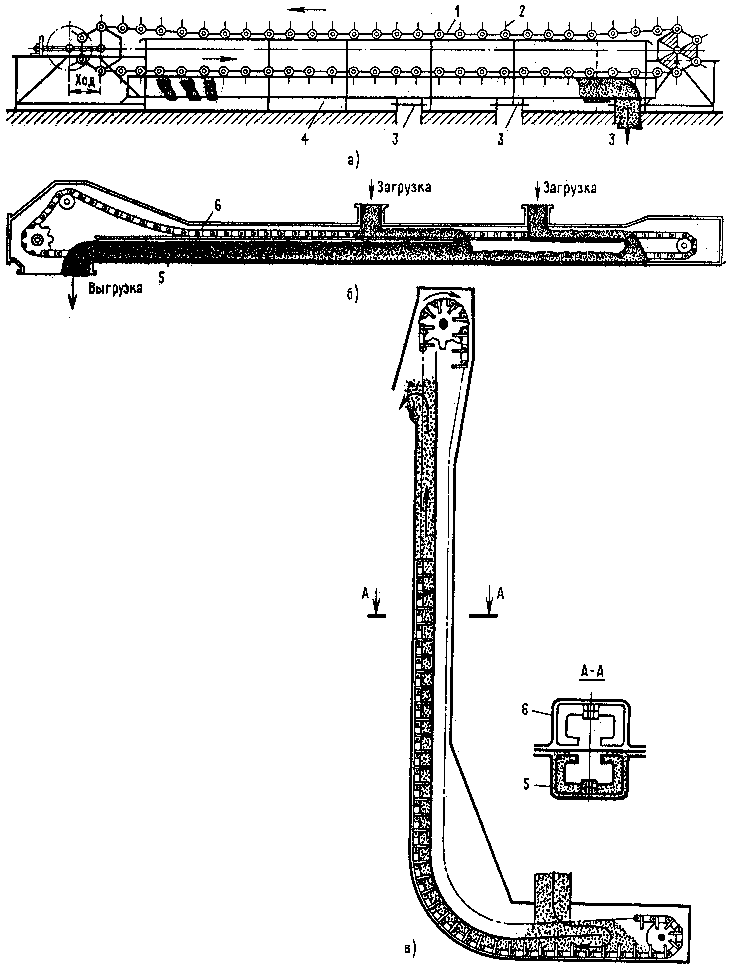
Рис. 91. Схема скребкового конвейера: а – горизонтальные с высокими скобами; б – горизонтальные с погруженными скобами; в – горизонтально-вертикальные
Скребковые конвейеры разделяются на конвейеры с высокими скребками и конвейеры сплошного волочения погруженными скребками. Процесс сплошно- го волочения основан на том, что сопротивление прохождения скребков через сы- пучий груз, помещенный в желоб с гладкими стенками, оказывает большее сопро- тивление трения груза о дно и стенки желоба. При движении цепи груз увлекается скребками и перемещается вдоль желоба. Скребковые конвейеры применяют для грузов не подверженных крошению. Конвейеры с погруженными скребками транспортируют груз с малой прочностью, так как куски высокой прочности за- клинивают скребки. Скребки конвейера с высокими скребками изготавливают из листовой стали толщиною 3-8 мм, или из пластмассы. Шаг скребков зависит от размеров