Файл: Пояснительная записка к дипломному проекту дп 23. 05. 03. К11псд(с)Л031. Пз студент иифо.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.02.2024
Просмотров: 1444
Скачиваний: 2
от изменяющегося угла
| Электровоз | Величина | Значение | |||
| 2 | 1 | 3 | 4 | 5 | 6 |
| 2ЭС5К | β, град | 0 | 4 | 8 | 12 |
| ВЛ80 | Rв, кН | 31,52 | 31,52 | 31,52 | 31,52 |
| 2ЭС5К | 27,27 | 27,74 | 28,36 | 29,16 | |
| 2 | 3 | 4 | 5 | 6 | |
| ВЛ80 | 17,17 | 17,17 | 17,17 | 17,17 | |
| 2ЭС5К | 33,18 | 35,11 | 37,12 | 39,24 | |
| ВЛ80 | 32,56 | 32,56 | 32,56 | 32,56 | |
| 2ЭС5К | 30,19 | 29,79 | 29,37 | 28,93 | |
| ВЛ80 | 36,82 | 36,82 | 36,82 | 36,82 | |
| 2ЭС5К | 44,86 | 46,05 | 47,34 | 48,75 | |
Рисунок 4.17 – Графики зависимостей Рисунок 4.18 – Графики зависимостей Вывод: анализ данных рисунков (3.7) – (3.18) показал, что изменения значения каждой отдельной величины α, и β приведет к одним и тем же результатам величин , , , . Сопоставляя данные графиков зависимостей , и видно, что при изменении значений угла α значения реакции остаются постоянными, при изменении значений значения реакции уменьшаются, а при изменении значений угла β значения реакции увеличиваются. Следовательно, наиболее рационально использовать подвешивание ТЭД с измененным значением . Также необходимо отметить, что увеличение угла β приводит к резкому увеличению значения величины , а изменение значений величин α, ведет к плавному увеличению величины . Таким образом, необходимо применять подвеску ТЭД с углом наклона равного β=0 град.4.4 Мероприятия по увеличению ресурса моторно-осевых подшипников электровозов 2ЭС5К и ВЛ80. При применение сталебаббитовых моторно-осевых подшипников.Экономия цветных металлов всегда была одной из важных задач на железнодорожном транспорте, а в настоящих условиях это становится еще более важным в связи с удорожанием цветных металлов [5]. Многие ремонтные предприятия используют лом цветных металлов, но этот канал становится с каждым годом все уже и скоро иссякнет совсем. Одним из путей экономии цветных металлов является использование биметаллических материалов (деталей). При этом не только экономится цветной металл за счет частичной замены его сталью и чугуном, но и улучшаются служебные свойства деталей: повышается прочность, статическая и усталостная, увеличивается износостойкость, в ряде случаев коррозионная стойкость и другие свойства. В общем, повышается долговечность деталей.
Лаборатория цветных металлов ВНИИЖТа постоянно ведет и внедряет работы по экономии цветных металлов [5]. Одной из последних таких работ является введение сталебаббитовых моторно-осевых подшипников МОП для магистральных локомотивов вместо латунно-баббитовых.Особенности конструкции. С соблюдением принципа взаимозаменяемости разработаны чертежи МОП со стальным корпусом из низкоуглеродистой стали и баббитовой заливкой. Стальные корпуса могут изготавливаться литьем, штамповкой и сваркой. Стальные корпуса подшипников имеют конструктивные особенности. Первая - это баббитовая заливка на торцевой поверхности упорного бурта и вторая - система канавок на внутренней поверхности стального корпуса, которая заливается баббитом.Заливка буртов баббитом при стальном корпусе является необходимым конструктивным элементом, так как без баббита между стальным буртом и осью будут возникать задиры [5].Полукруглые канавки на внутренней поверхности корпуса сделаны с целью обеспечения надлежащей живучести МОП в случае разрушения баббитовой заливки (выплавления). Канавки создают «фрагментированную» поверхность, которая лучше приспосабливается к оси, и в то же время являются резервуарами оставшегося баббита и смазки. Канавки сделаны на случай аварийной работы МОП. Схема канавок на внутренней поверхности корпусов МОП дана на рисунке (4.1).Рисунок 4.19 – Схема расположения канавок на внутренней поверхности вкладыша моторно-осевых подшипников, заливаемой баббитом [5]На этом же рисунке показано расположение канавок в виде «ласточкина хвоста» для механического крепления баббита к стальному корпусу. Основное же соединение баббита со стальным корпусом – металлургическое, которое обеспечивается лужением.Особенности технологии заливки МОП баббитом [5]. Заливка стальных корпусов баббитом осуществляется центробежным способом на тех же станках, которые используются на ремонтных заводах и в депо. Это станки с горизонтальной осью вращения, консольного типа. Вкладыши вставляются в патрон (изложницу), закрываются крышкой, которая закрепляется специальными болтами или клиньями. Формы крышки и буртов вкладышей обеспечивают заливку торцевой поверхности бурта баббитом. Для заливки стальных корпусов МОП использовались различные марки баббита: Б16, Б83 и БК2Ц, разработанный специально для моторно-осевых подшипников. Последняя марка баббита – самый дешевый и долговечный баббит из перечисленных.
Механическая обработка стальных корпусов проводится попарно на универсальных токарных и фрезерных станках с использованием несложных приспособлений (оправок, хомутов).Испытания опытных МОП [5]. Опытные электровозные МОП со стальными корпусами были изготовлены на Ростовском ЭРЗ, Оренбургском ЛРЗ, Улан-Удэнском JIBPЗ. На Ростовском ЭРЗ и Улан-Удэнском ЛВРЗ корпуса отливались из стали 25Л, на Оренбургском ЛРЗ корпуса изготавливали из стали 3 штамповкой с последующей приваркой бурта.Первые опытные МОП были установлены на электровозы в 1994 г. в депо Горький-Сортировочный Горьковской дороги, депо Лиски и Россош Юго-Восточной дороги, депо Кавказская и Тимашевская Северо-Кавказской дороги.В 1995–1996 гг. выпущена в эксплуатацию опытно-промышленная партия МОП со стальными корпусами, которая изготавливалась на Ростовском ЭРЗ и устанавливалась на электровозы при капитальном ремонте. Общее количество МОП в опытно-промышленной партии – 276 комплектов (в комплект входят два вкладыша-верхний и нижний). Вкладыши МОП были установлены на 31 электровозе марок ВЛ80С, ВЛ80К, ВЛ80Т, которые эксплуатировались в восьми депо и на шести железных дорогах в европейской части России. На этих же электровозах часть МОП были серийного изготовления, т. е. латунно-баббитовыми. За эксплуатацией МОП со стальными корпусами велись наблюдения работниками ВНИИЖТа в течение 4 лет с 1994 г. по 1998 г.Эксплуатационные испытания проводили по специальной программе от момента установки подшипников при заводском ремонте до подъемочного ремонта в депо [5]. В процессе испытаний согласно правилам эксплуатации периодически измеряли зазоры «на масло» и «разбег», которые позволяют устанавливать износ МОП и шеек осей. При осмотрах МОП оценивался характер повреждения баббита и стали. За время наблюдения было два случая замены МОП во время профилактических осмотров по причине местного разрушения баббитового слоя из-за некачественной заливки баббита. Зазоры «на масло» за все время испытаний у опытных МОП несколько меньше, чем у серийных (рисунок 4.21). Наблюдения показали, что МОП со стальными корпусами работают более надежно, чем МОП с латунными корпусами. Такой дефект, как «отлом» бурта, отсутствовал. Пробег электровозов с опытными МОП на конец 1998 г. составлял 300–420 тыс. км.Рисунок 4.21 – Изменение зазора «на масло» в моторно-осевых подшипниках электровозов: 1 – моторно-осевых
подшипников с латунными корпусами; 2 – моторно-осевых подшипников со стальными корпусами
Ростовский ЭРЗ в настоящее время выпускает серийно МОП со стальными корпусами и баббитовой заливкой, устанавливая их на электровозы при капитальном ремонте.
4.5 Внедрение ультразвуковой дефектоскопии в литейные цеха депо
Наиболее часто в эксплуатации происходит задир моторно-осевых подшипников (рисунок 4.20) [6]. При этом причиной задиров могут быть различные факторы – от недостатка и загрязненности смазки, установки на ось не подогнанных по размеру подшипников, а иногда даже необработанных заготовок до несоответствия бронзы по химическому составу. 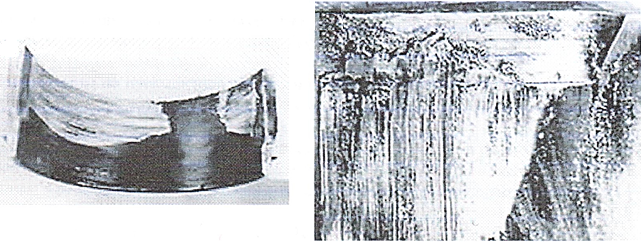
Рисунок 4.20 – Задиры в бронзовом слое моторно-осевых подшипников локомотивов
Относительно реже встречаются случаи разрушения МОП в эксплуатации. Как правило, разрушаются половинки МОП, имеющие польстерные окна, и трещины идут от польстерного окна к торцу МОП, особенно если в этих зонах находятся концентраторы напряжений в виде пор или других литейных дефектов либо грубой механической обработки. Так в депо Агрыз характерно огромное количество литейных пор (рисунок 4.22), в том числе и сквозных, при наличии которых данный подшипник по всем нормативным документам нельзя было устанавливать в эксплуатацию. 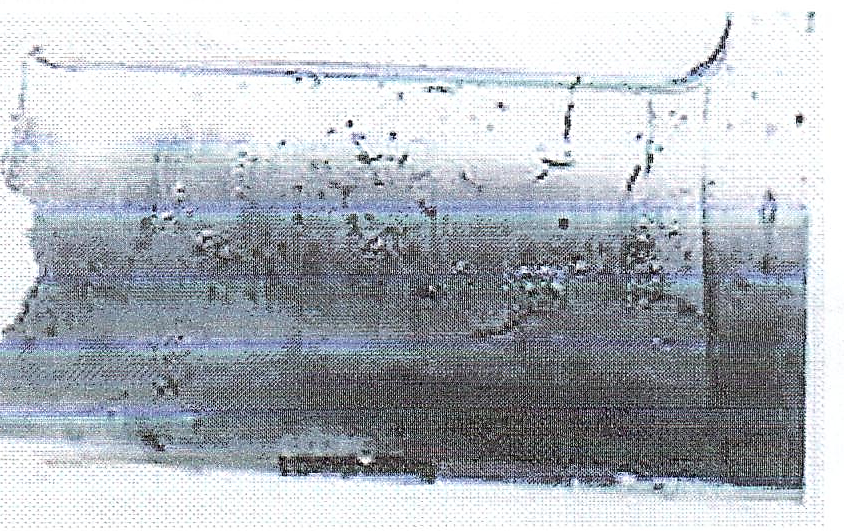
Рисунок 4.22 – Излом моторно-осевых подшипников из-за большого количества крупных газовых пор
Причиной образования такого количества литейных пор явилось захолаживание бронзы при отливке и нераскисление ее фосфором.
В дипломном проекте предлагается оснастить литейные цеха ультразвуковым дефектоскопом для проверки новых вкладышей МОП после их отливки. В качестве ультразвукового прибора использовать прибор марки TUD300 представленный на рисунке 4.23 [7].
Рисунок 4.23 – Ультразвуковой прибор марки TUD300 [7]
Ультразвуковой дефектоскоп TUD300 обладает следующими особенностями [7]:
- два способа отображения измерений на дисплее: тип А и тип В;