Файл: И. И. Лаптева, М. А. Колесников неразрушающий контроль деталей вагонов рекомендовано Методическим советом двгупс в качестве учебного пособия Хабаровск Издательство двгупс 2012.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 657
Скачиваний: 6
СОДЕРЖАНИЕ
1. ВИДЫ И МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
2.1. Феррозондовый метод контроля:основные понятия и технология
2.2. Технология контроля деталей рамы тележки грузового вагона модели 18-100 (18-493)
2.4. Магнитопорошковый контроль
3. ВИХРЕТОКОВЫЙ МЕТОД КОНТРОЛЯ
4. ДЕФЕКТОСКОПИЯ ПРОНИКАЮЩИМИ ЖИДКОСТЯМИ
5. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
5.2. Факторы, влияющие на эффективность УЗД
5.4. Принципиальное устройство ультразвукового дефектоскопа
5.5. Способы ввода ультразвука в деталь
5.6. Методы ультразвукового контроля
5.7. Средства настройки дефектоскопа
5.8. Контроль оси на прозвучиваемость (УД2-12)
5.10. Ультразвуковая дефектоскопия колёс
6. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД КОНТРОЛЯ
7. Интроскопический метод контроля
Тестовые задания по дисциплине «Основы технической диагностики»
2.4.2. Технология магнитопорошкового контроля
В ремонтном производстве подвижного состава технология МПК представляет последовательность операций: подготовки деталей к контролю, намагничивания детали, нанесения магнитного индикатора, осмотра контролируемой поверхности и разбраковки, размагничивания, контроля размагниченности.
Подготовка детали к контролю. Совершенно очевидно, что перед осмотром детали должны быть очищены от окалины, грязи, смазки. Следует сказать, что в ремонтных депо до настоящего времени повсеместно отсутствуют эффективные средства очистки деталей, что вносит значительные трудности в обеспечение достоверности МПК.
Подготовительные операции при МПК имеют огромное значение, так как они решающим образом влияют на выявляемость дефектов и, в конечном счете, определяют достоверность результатов контроля. Содержание работ при данной операции следующее:
-
деталь очищается до металла; -
детали, подвергавшиеся машинной мойке, дополнительно очищают вручную, если на поверхности остались загрязнения; -
при контроле сварных швов удаляют шлак и зачищают шов заподлицо с основным металлом; -
при очистке применяют волосяные и металлические щетки, скребки, ветошь и салфетки, не оставляющие ворса на очищенной поверхности. Применение металлических щеток или скребков после намагничивания не допускается, так как это может привести к ложным осаждениям магнитных индикаторов; -
при контроле детали «сухим» способом нанесения магнитного порошка необходимо принять меры к удалению масляных загрязнений и просушке, так как масляная или влажная поверхность затрудняет движение магнитных частиц; -
при контроле деталей с темной поверхностью и при использовании темных магнитных порошков на очищенную поверхность необходимо наносить тонкий слой светлой краски или алюминиевого порошка (контрастный слой не должен превышать 30 мкм); -
при использовании водных магнитных суспензий на основе концентратов магнитной суспензии (КМС) «ДИАГМА» подлежащие контролю поверхности обезжиривают с помощью губки, смоченной этой же суспензией.
Намагничивание. Все аспекты данной операции освещены в работе [5]. Здесь приведены только особенности намагничивания деталей различными намагничивающими устройствами (НУ).
Намагничивание соленоидами.
-
П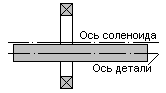
Рис. 18. Установка детали
в НУ для контроля
ри намагничивании соленоидами длину зоны достаточной намагниченности (ДН) определяют в зависимости от диаметра или максимального размера поперечного сечения детали и уточняют экспериментально путем измерения составляющей Нт вектора напряженности магнитного поля на поверхности детали. Для обеспечения достаточной длины зоны ДН деталь в соленоиде следует размещать так, чтобы ось соленоида совпадала с контролируемой поверхностью детали (рис. 18). Это объясняется тем, что величина магнитного поля соленоида максимальна в его центре.
-
Намагничивание длинных деталей (L/D > 5) осуществляют непрерывным перемещением соленоида вдоль детали или дискретным перемещением соленоида вдоль детали – по участкам. Скорость непрерывного перемещения соленоида должна быть такой, чтобы он за 10 с перемещался в пределах зоны ДН. Длину участков при дискретном перемещении принимают равной зоне ДН. Смежные участки должны перекрывать друг друга не менее чем на 20 мм. -
Для намагничивания участков деталей, прилегающих к торцам, соленоид устанавливают так, чтобы торец детали входил в соленоид не менее чем на 30 мм, и перемещают соленоид от торца детали к центру. Для контроля таких участков применяют также удлинительные наконечники, прилегающие к торцам детали, длиной не менее 50 мм и сечением не менее сечения детали. -
При намагничивании деталей с переменным сечением определяют длину зоны ДН для отдельных участков, и каждый участок намагничивают как отдельную деталь, контролируя ее от концов к центру.
5
Нсол
Рис. 19. Намагничивание коротких деталей
. Детали с односторонней массивной частью намагничивают перемещением соленоида от конца детали с меньшим сечением к ее массивной части.
6
Нсол
. Короткие детали (L/D < 5) при намагничивании сами становятся магнитами, у которых появляются собственные магнитные полюсы (рис. 19). Направление вектора магнитного поля намагниченной детали противоположно направлению магнитного поля соленоида, в результате деталь оказывается намагниченной на величину результирующего поля
Нрез:
Нрез = Нсол – Ндет, (7)
т. е. чем короче деталь, тем больше размагничивающий фактор. Для уменьшения действия размагничивающего фактора принимают следующие меры: составляют детали в цепочки, при этом площадь соприкосновения торцевых поверхностей детали должна быть не менее 1/3; удлиняют детали специальными удлинителями, изготовленными из магнитомягкой стали.
Намагничивание с помощью СНУ.
1. Седлообразные намагничивающие устройства (СНУ) применяют для намагничивания деталей длиной не менее 600 мм и диаметром не менее 100 мм, в тех случаях когда требуемое значение Нт не превышает 25 А/см (средней части оси колесной пары, литых деталей автосцепки).
2. Зона контроля СНУ находится с двух внешних сторон дуг, а между дугами СНУ – неконтролируемая зона, в которой Нн больше Нт в три раза.
3. СНУ располагают над контролируемой поверхностью так, чтобы расстояние между верхней дугой и контролируемой поверхностью было 40–60 мм.
4. При контроле СНУ намагничивается только верхняя часть детали в пределах 120°, поэтому цилиндрические детали контролируют не менее трех раз, поворачивая на угол не более 120°.
5. С вводом РД 32.159-2000 запрещено контролировать среднюю часть оси колесных пар с помощью СНУ с использованием сухого магнитного порошка.
Намагничивание магнитами и электромагнитами.
1. Электромагниты и постоянные магниты применяют при контроле участков крупногабаритных деталей или деталей сложной формы, если известны зоны контроля и преимущественное расположение дефектов. Как правило, их применяют для подтверждающего контроля.
2. Постоянные магниты применяют для намагничивания деталей с толщиной стенки не более 25 мм.
3. Постоянные магниты не применяют для намагничивания деталей из магнитожестких материалов.
4

Рис. 20. Контроль детали с помощью электромагнитов и постоянных магнитов
. Полюсы магнитов образуют на поверхности детали при намагничивании неконтролируемые зоны (рис. 20) шириной С = 515 мм, в которых дефекты не выявляются. Конкретная величина зоны С зависит от материала стали, конструкции магнита, размеров детали и определяется экспериментально.
Ф
Неконтр. зоны
акторы, влияющие на чувствительность контроля.
Направление намагничивания. Направление намагничивания детали при магнитопорошковом контроле оказывает существенное влияние на чувствительность контроля.
Картина выявляемости усталостных и шлифовочных трещин, полученная на основе исследований и многолетнего опыта контроля деталей, показала следующие зависимости:
-
при = 010° трещины не выявляются, так как силовые линии поля не прерываются на дефекте и не образуют магнитного поля рассеяния дефекта; -
при = 1030° выявление трещин не гарантируется; -
п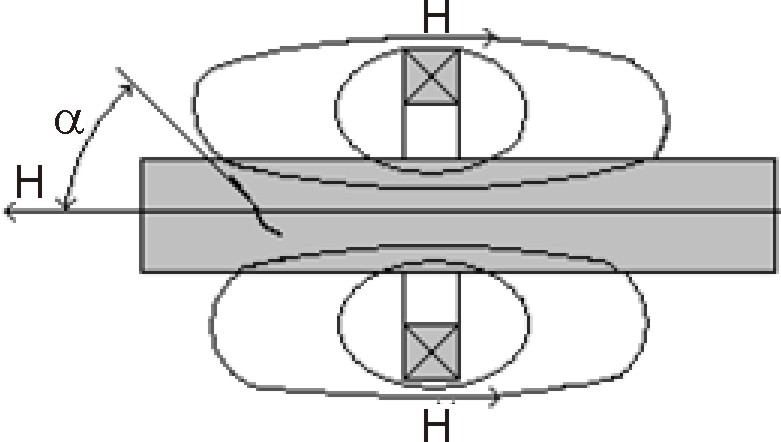
Рис. 21. Выбор направления
намагничивающего поля
ри = 3080° трещины выявляются гарантированно, однако при = 6080° индикаторный рисунок выявляется более четко; -
при = 8090° достигается максимальная чувствительность контроля, где – угол между вектором напряженности магнитного поля и наиболее вероятным направлением возникновения дефекта (рис. 21).
Если направление вероятных трещин неизвестно, то деталь последовательно намагничивают в двух направлениях, производя после каждого намагничивания нанесение суспензии и осмотр.
Д
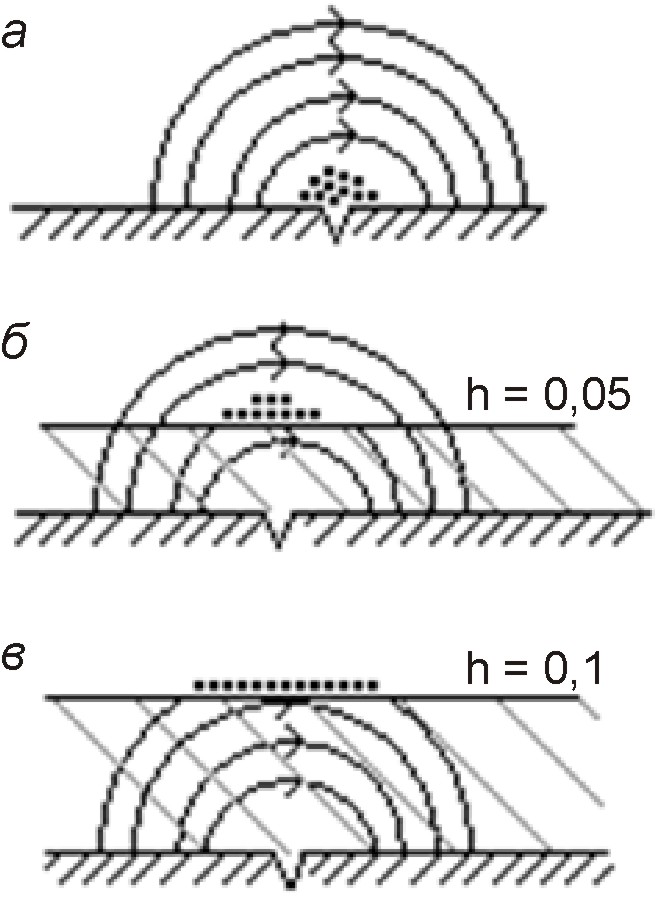
Рис. 22. Влияние толщины покрытия на чувствительность метода: а – над трещиной образуется четкий индикаторный рисунок (ИР); б – ИР в виде размытых полос; в – ИР не образуется
ля выявления зигзагообразной трещины необходимым условием является 30° направления намагничивающего поля к звеньям такой трещины.
Толщина немагнитного покрытия. При наличии немагнитного покрытия на поверхности проверяемой детали (краски, грязи и т. п.) чувствительность магнитопорошкового контроля снижается. Это уменьшение чувствительности в первом приближении можно показать на примере рис. 22. Если толщина немагнитного покрытия не превышает 0,05 мм, то чувствительность метода не уменьшается, над трещинами образуется четкий индикаторный рисунок. Немагнитное покрытие такой толщины не удаляют при подготовке детали к контролю.
При толщине покрытия 0,05–0,1 мм чувствительность метода снижается, крупные трещины выявляются в виде размытых полос, а над мелкими трещинами порошок не осаждается. Поэтому такое покрытие для магнитопорошкового контроля удаляют или контроль проводят в приложенном поле.
При толщине покрытия более 0,1 мм трещины обнаруживают с применением специально разрабатываемых методик и высокочувствительных индикаторов.
С
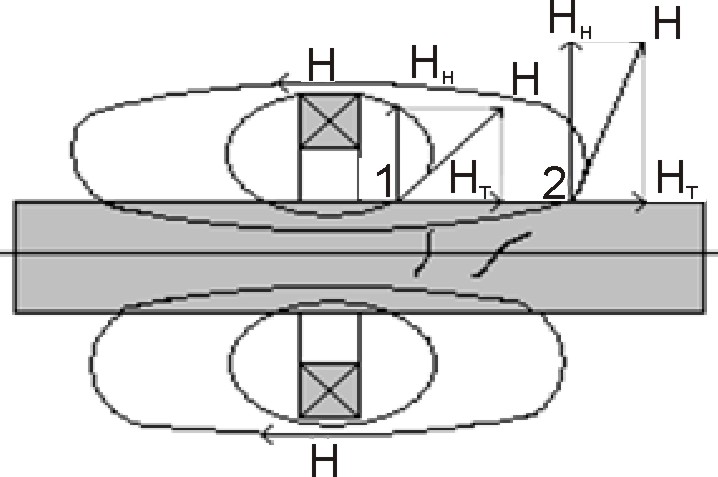
Рис. 23. Формирование
магнитного поля над дефектом
оотношение нормальной и тангенциальной составляющих поля. Зона достаточной намагниченности. Вектор напряженности магнитного поля Н в любой точке на поверхности намагниченной детали может быть разложен на две составляющие: Нт – тангенциальную (направленную по касательной к поверхности детали) и Нн – нормальную (направленную перпендикулярно к поверхности детали). Магнитное поле над дефектом формируется тангенциальной составляющей поля. Рассмотрим влияние соотношения составляющих поля Нт и Нн на выявление дефектов. Представим себе намагниченный с помощью соленоида образец (рис. 23). Действующее магнитное поле соленоида покажем в виде двух замкнутых силовых линий, расположенных на некотором удалении друг от друга. Естественно, что при удалении от соленоида магнитное поле уменьшается. Проведем касательные к линиям поля соленоида в местах выхода силовых линий на поверхность детали в точках 1 и 2, обозначив направление вектора Н. Разложим вектор Н в точках 1 и 2 на составляющие поля Нт и Нн. Выполнив разложение, видим, что в точке 1, которая ближе к соленоиду, величина вектора Нт больше, чем Нт в точке 2, и, наоборот, по мере удаления от соленоида увеличивается величина вектора Нн. Опытным путем определено, что для выявления дефектов необходимо выполнение условия Нн/Нт < 3.
следует дать понятие о зоне достаточной намагниченности, которая характеризуется расстоянием от источника магнитного поля и в которой возможно выявление дефектов. Зона ДН определяется несколькими факторами: величиной тангенциальной составляющей Нт на поверхности контролируемой детали, соотношением Нт и Нн, мощностью источника магнитного поля, взаимным расположением источника магнитного поля и контролируемой детали, формой, размером и материалом контролируемой детали.
Нанесение магнитного индикатора. Магнитные индикаторы – это магнитные порошки (взвесь магнитных частиц в воздухе), магнитные суспензии (взвесь магнитных частиц в дисперсной среде – жидкости), полимеризирующиеся смеси, применяемые для визуализации дефектов. Магнитные индикаторы и способы их нанесения выбирают в зависимости от цели и условий контроля. Магнитные индикаторы наносят на контролируемую поверхность «сухим» или «мокрым» способом. При «сухом» методе применяют более крупные частицы, так как они меньше задерживаются неровностями поверхности. Поэтому применение сухого порошка предпочтительнее для деталей литых или грубообработанных. «Мокрый» метод эффективен для деталей с чисто обработанной поверхностью. «Сухой» способ нанесения магнитного индикатора не применяют при контроле колец подшипников, шеек оси колесной пары, средней части оси с применением СНУ, шеек валов и других деталей круглого сечения менее 60 мм, а также деталей с резьбой.