Файл: И. И. Лаптева, М. А. Колесников неразрушающий контроль деталей вагонов рекомендовано Методическим советом двгупс в качестве учебного пособия Хабаровск Издательство двгупс 2012.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 658
Скачиваний: 6
СОДЕРЖАНИЕ
1. ВИДЫ И МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
2.1. Феррозондовый метод контроля:основные понятия и технология
2.2. Технология контроля деталей рамы тележки грузового вагона модели 18-100 (18-493)
2.4. Магнитопорошковый контроль
3. ВИХРЕТОКОВЫЙ МЕТОД КОНТРОЛЯ
4. ДЕФЕКТОСКОПИЯ ПРОНИКАЮЩИМИ ЖИДКОСТЯМИ
5. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
5.2. Факторы, влияющие на эффективность УЗД
5.4. Принципиальное устройство ультразвукового дефектоскопа
5.5. Способы ввода ультразвука в деталь
5.6. Методы ультразвукового контроля
5.7. Средства настройки дефектоскопа
5.8. Контроль оси на прозвучиваемость (УД2-12)
5.10. Ультразвуковая дефектоскопия колёс
6. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД КОНТРОЛЯ
7. Интроскопический метод контроля
Тестовые задания по дисциплине «Основы технической диагностики»
Магнитный порошок наносится с помощью пульверизатора, резиновой груши и сита тонким слоем зигзагообразно вдоль детали с шагом не более 30 мм. Сам распылитель располагают на расстоянии 30–50 мм от поверхности. Скопление порошка вблизи намагничивающего устройства следует сдувать с помощью резиновой груши, а на участки, оказавшиеся без порошка, следует подсыпать порошок повторно.
Магнитную суспензию наносят путем полива слабой струей, не смывающей осевшие над дефектами магнитные частицы, погружения детали в емкость с суспензией, распыления из пульверизатора. При этом необходимо обеспечить небольшой наклон контролируемой поверхности для равномерного стекания суспензии. Перед нанесением суспензии ее тщательно перемешивают лопаткой из немагнитного материала так, чтобы она равномерно распределилась по всему объему дисперсионной среды.
Основу порошка составляют порошки железа или никеля или их окислов. «Железный» порошок состоит из частиц на основе окиси железа Fе2О3 или закись-окиси железа Fе3O4, которые на 90–95 % содержат чистое железо. По ГОСТ 9849-86 их подразделяют:
-
по химическому составу – на марки ПЖВ1, ПЖВ2, ПЖВ3, ПЖВ4, ПЖВ5. Отличие указанных марок друг от друга состоит в количественном содержании примесей углерода, кремния, марганца, серы, фосфора и кислорода. Наилучшим по минимальному количеству примесей является порошок ПЖВ1; -
по гранулометрическому составу (максимальный размер зерна) – на средние (450 мкм), мелкие (160) и весьма мелкие (71 мкм). Различие состоит в процентном содержании частиц разных фракций. Так, например, для порошка ПЖВ5-71 частицы размером 0,25–0,45 мм отсутствуют, а у ПЖВ5-160 таких частиц – 10–30 %; -
по насыпной плотности – на 22, 24, 26, 28 и 32-й классы. Насыпная плотность характеризуется массой порошка на единицу объема, например, для 22-го – 2,3, для 32-го – 3,0 г/см3.
В зависимости от шероховатости и цвета контролируемой поверхности применяют магнитные порошки, имеющие естественную окраску (черные, красно-коричневые) либо окрашенные – цветные или люминесцентные. Средний размер частиц порошка, предназначенного для нанесения «сухим» способом, должен быть не более 200 мкм, а при контроле деталей способом воздушной взвеси – не более 10 мкм, максимальный размер частиц порошков, используемых в суспензиях, должен быть не более 60 мкм.
В дисперсионные среды добавляют ингибиторы коррозии, антивспениватели, стабилизаторы, коагуляторы и другие поверхностно-активные вещества. Кинематическая вязкость дисперсионной среды при температуре МПК не должна превышать 3610-6 м2/с (36 сСт). Вязкость суспензии на основе масла и маслокеросиновой смеси рекомендуется измерять при ее приготовлении и в процессе использования с периодичностью, указанной в НТД на МПК.
Основные типы магнитных индикаторов, применяемых на предприятиях вагонного и локомотивного хозяйств, приведены в табл. 4.
Кроме концентрата магнитной суспензии «Диагма 1100 и 1200», могут применяться люминесцентные – «Диагма 1613, 2623» соответственно желто-зеленого и серого цвета для контроля деталей с темной поверхностью с концентрацией (205) г на 1 л водопроводной воды.
Таблица 4
Основные типы магнитных индикаторов
| Наименование индикатора | Цвет индикатора | Способ нанесения индикатора | Назначение | Состав суспензии |
| Порошок железный ПЖВ5-160 | Темно-серый | «Сухой» | Контроль деталей со светлой поверхностью и шероховатостью Rz160 | – |
| Порошок железный ПЖВ5-71 | Темно-серый | «Мокрый» (масло, смесь масла с керосином) «Сухой» | Контроль деталей со светлой поверхностью любой шероховатости Контроль деталей со светлой поверхностью и шероховатостью Rz160 | (180+20)г/л |
| КМС «ДИАГМА 1100» | Черный | «Мокрый» (вода) | Контроль деталей со светлой поверхностью любой шероховатости | (40+5)г/л |
| КМС «ДИАГМА 1200» | Красно-коричневый | «Мокрый» (вода) | Контроль деталей с темной поверхностью любой шероховатости | (30+5)г/л |
Существуют методы и средства проверки качества магнитных порошков и суспензий по их выявляющей способности с помощью специальных приборов МФ-10СП, МОН-721, стандартных образцов предприятия (СОП) и тест-объекта (для индикаторов типа «ДИАГМА»). Рассмотрим технологию проверки качества магнитных индикаторов данными средствами.
Работа прибора МФ-10СП основана на создании равномерно убывающего магнитного поля вдоль двух протяженных искусственных дефектов (ИД) шириной 50 и 100 мкм в магнитопроводе электромагнита, по обмотке которого пропускают электрический ток (рис. 24). При этом на рабочую поверхность магнитопровода наносят магнитный порошок или суспензию и измеряют длину индикаторного рисунка (валика магнитного порошка) над искусственными дефектами по шкале прибора.
При определении выявляющей способности магнитных порошков электромагнит извлекают из корпуса прибора и устанавливают горизонтально над ванночкой из немагнитного материала рабочей поверхностью вверх. Магнитный порошок равномерно наносят на рабочую поверхность магнитопровода. Включают переключателем «Сеть» намагничивающий ток. Требуемое его значение устанавливают с помощью потенциометров «Грубо» и «Точно» и амперметра прибора (табл. 4) в зависимости от типа проверяемого магнитного индикатора. При этом на рабочей поверхности магнитопровода над искусственными дефектами формируются индикаторные рисунки. Для удаления излишков порошка, образующего мешающий для рассмотрения индикаторных рисунков дефектов фон, необходимо повернуть электромагнит и установить его над ванночкой рабочей поверхностью магнитопровода вертикально. Остатки порошка следует сдуть слабой струей воздуха из резиновой груши.
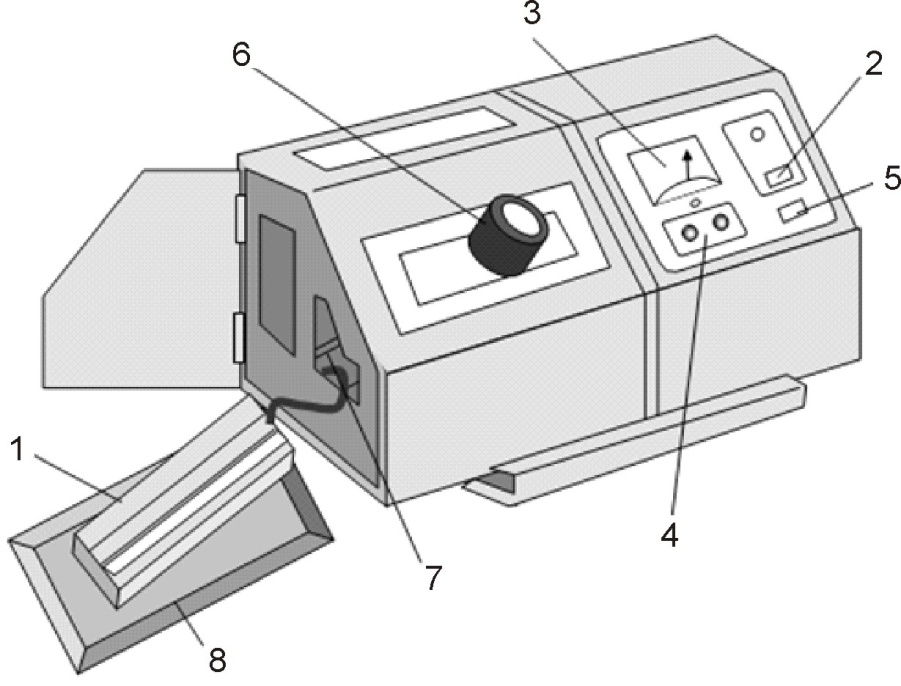
Рис. 24. Прибор МФ-10СП: 1 – электромагнит; 2 – выключатель «Сеть»; 3 – миллиамперметр; 4 – ручки потенциометров «Грубо», «Точно» для регулировки намагничивающего тока; 5 – выключатель «Освещение»; 6 – подвижный окуляр; 7 – направляющие для установки электромагнита; 8 – ванночка для сбора суспензии (в комплект поставки не входит)
При определении выявляющей способности магнитных суспензий электромагнит устанавливают над ванночкой из немагнитного материала с небольшим наклоном рабочей поверхности магнитопровода к горизонтали (порядка 30°) и включают намагничивающий ток. Магнитную суспензию наносят на рабочую поверхность магнитопровода слабой струей до полного ее смачивания. Для предотвращения смывания образовавшихся индикаторных рисунков дефектов струя должна быть направлена на участки поверхности магнитопровода
, находящиеся выше искусственных дефектов, а по участку с дефектами – свободно стекать.
На рабочей поверхности магнитопровода над искусственными дефектами образуются индикаторные рисунки (рис. 25). Для определения длины индикаторного рисунка электромагнит вставляют в корпус прибора и переключателем «Освещение» включают лампочку, освещающую рабочую поверхность магнитопровода и шкалу прибора. Длину индикаторного рисунка 1 определяют через окуляр по шкале 2, совместив визирную линию окуляра 3 с концом индикаторного рисунка (рис. 25). За конец индикаторного рисунка принимают точку, в которой появляется первый разрыв индикаторного рисунка.
Рис. 25. Определение длины индикаторного рисунка:
1 – индикаторный рисунок; 2 – шкала; 3 – визирная линия
индикаторного рисунка по шкале прибора МФ-10СП
длину индикаторного рисунка допускается определять визуально по шкале на магнитопроводе с помощью лупы с четырехкратным увеличением. В этом случае электромагнит в корпус прибора не вставляют.
Магнитный индикатор считают годным для магнитопорошкового контроля, если измеренная длина валика магнитного порошка составляет не менее 90 % от значения, указанного в табл. 5.
Таблица 5
Выявляющая способность наиболее
широко применяемых магнитных индикаторов
| Тип магнитного индикатора | Значение намагничивающего тока, мА | Длина индикаторного рисунка по шкале прибора, мм | |
| ИД шириной 50 мкм | ИД шириной 100 мкм | ||
| Суспензия на основе КМС «ДИАГМА 1100» (ТУ 2662-003-41086427-97) | 100 | 65 | – |
| Суспензия на основе КМС «ДИАГМА 1200» (ТУ 2662-003-41086427-97) | 100 | 65 | – |
| Суспензия на основе порошка магнитного черного (ТУ-6-36-05800165-1009-93) | 80 | 85 | – |
| Порошок железный в сухом виде ПЖВ5-160 (ГОСТ 9849-86) | 70 | – | 70 |
| Порошок железный ПЖВ5-71 (ГОСТ 9849-86) | 70 | – | 70 |
По результатам проверки выявляющей способности магнитного индикатора составляют акт, в котором указывают тип магнитного индикатора, состав суспензии, значение намагничивающего тока, длину индикаторного рисунка над одним из искусственных дефектов.
О
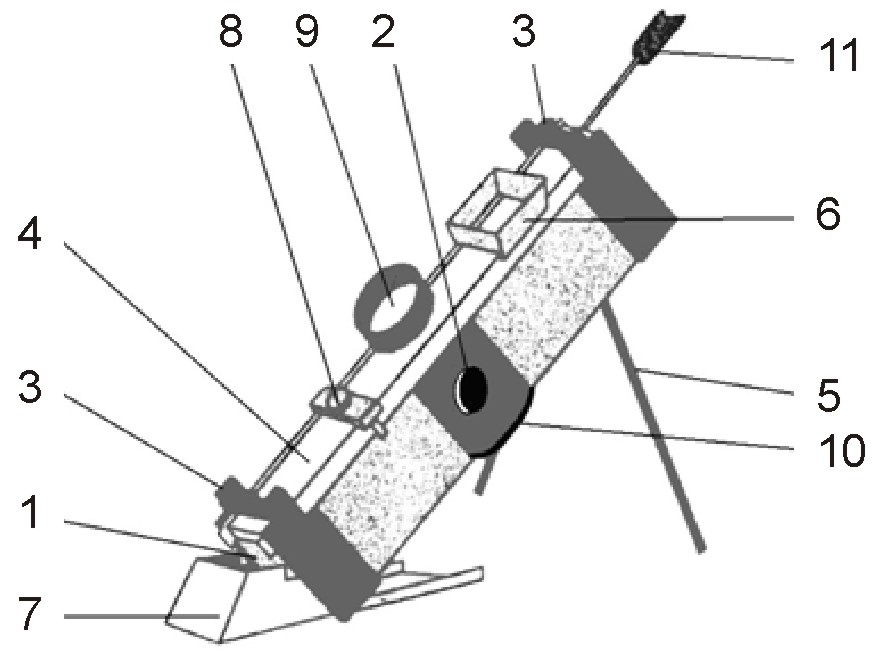
Рис. 26. Устройство МОН-721: 1 – магнитопровод; 2 – рукоятка для вращения блока постоянных магнитов; 3 – прижимы; 4 – стандартные образцы; 5 – опоры; 6 – загрузочный бункер; 7 – приемный бункер; 8 – гнездо для установки феррозондового преобразователя измерителя напряженности магнитного поля; 9 – линза; 10 – маховик для фиксации блока постоянных магнитов; 11 – преобразователь с чувствительными элементами Холла магнитометра или миллитесламетра
ценку выявляющей способности суспензий, приготовленных на основе люминесцентных порошков, производят также по длине индикаторного рисунка с помощью луп, но при облучении рабочей поверхности магнитопровода источником ультрафиолетового (УФ) излучения с длиной волны 315–400 нм.
Устройство проверки качества магнитных порошков МОН-721 (рис. 26) состоит из блока постоянных магнитов с магнитопроводом и трех стандартных образцов 4 по ГОСТ 21105-87 с трещинами, ширина раскрытия которых составляет соответственно 2, 10 и 25 мкм. Тип стандартного образца 4 выбирают по минимальной ширине раскрытия выявляемого дефекта на контролируемой детали и устанавливают на магнитопровод 1, закрепляя с помощью прижимов 3. Данное устройство используют совместно с прибором для измерения напряженности магнитного поля – феррозондом-полемером типа МФ-107А.
Преобразователь МФ-107А, который измеряет значение тангенциальной составляющей поля, помещают в гнездо на поверхности стандартного образца. Требуемое значение напряженности этого поля выставляют вращением рукоятки 2. Проверяемый магнитный индикатор наносят на поверхность стандартного образца через загрузочный бункер 6, который, стекая по поверхности образца, собирается в приемном бункере 7.
Магнитный индикатор оценивают по виду и длине индикаторного рисунка над дефектом стандартного образца при заданном значении напряженности магнитного поля на его поверхности. Порошок считают годным для МПК, если по всей длине дефекта на стандартном образце образуется четкий индикаторный рисунок.