Файл: Современная Гуманитарная Академия Дистанционное образование 2665. 02. 01РУ. 011.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.12.2023
Просмотров: 645
Скачиваний: 1
СОДЕРЖАНИЕ
1.1 Понятие, принципы и функции управления
1.4 Организационные структуры управления
2.1 Планирование - важнейший метод хозяйственного управления
2.2 Основы стратегического планирования
2.3 Бизнес-планирование. Структура и основные разделы бизнес-плана
2.4 Формирование портфеля заказов
3 Маркетинг в системе управления
3.1 Процесс управления маркетингом
3.2 Маркетинговая среда фирмы. Сегментирование рынка, позиционирование товара
3.3 Разработка товаров. Жизненный цикл товара
3.5 Методы продвижения товаров. Каналы распределения
4.1 Понятия, задачи и функции логистики. Концепция логистических цепей
4.2 Управление запасами. Планирование производственных потребностей
4.3 Закупочная и производственная логистика. Складирование
4.4 Распределительная логистика
4.5 Транспортирование. Информационное обеспечение
5.1 Производственный процесс и его организация
5.2 Характеристика организационных типов производства
6 Научно-техническое развитие фирмы. Инвестиции и управление проектами
6.1 Научно-технический прогресс
6.2 Понятие и сущность инвестиций
6.3 Инвестиционная деятельность и инвестиционный цикл
6.4 Оценка эффективности реализации инвестиционных проектов
7 Управление качеством продукции
7.1 Качество продукции. Управление качеством продукции
7.3 Влияние качества и цены продукции на ее конкурентоспособность
8 Внешнеэкономическая деятельность фирмы
8.1 Международное разделение, специализация и кооперация производства
8.2 Формы осуществления внешнеэкономической деятельности
8.3 Государственное регулирование внешнеэкономической деятельности фирм
9 Внутрифирменные экономические отношения
9.1 Организационные и финансовые взаимоотношения структур и подразделений фирмы
9.3 Организация внутрифирменного учета
10 Анализ и оценка эффективности деятельности фирмы
10.1 Анализ финансово-хозяйственной деятельности
10.2 Понятие эффективности деятельности фирмы. Критерии и система показателей эффективности
10.3 Несостоятельность (банкротство) фирмы
Приложение 1 Бухгалтерский баланс (таблица 1)
Приложение 2 Бухгалтерский баланс (таблица 2)
Приложение 3 Бухгалтерский баланс (таблица 3)
Машинно-ручные операции осуществляются при помощи машин и механизмов, но при непосредственном участии рабочих (например, перевозка грузов на автомобилях, обработка деталей на станках с ручным управлением).
Машинные операции выполняются без участия или при ограниченном участии рабочих. Выполнение технологических операций может осуществляться при этом в автоматическом режиме, по установленной программе лишь под контролем рабочего.
Аппаратурные операции протекают в специальных агрегатах (трубопроводах, колоннах, в термических и плавильных печах и др.). Рабочий ведет общее наблюдение за исправностью оборудования и показаниями приборов и вносит корректировку в режимы работы агрегатов в соответствии с установленными правилами и стандартами.
Организация производства включается в систему управления фирмой (рисунок 13).
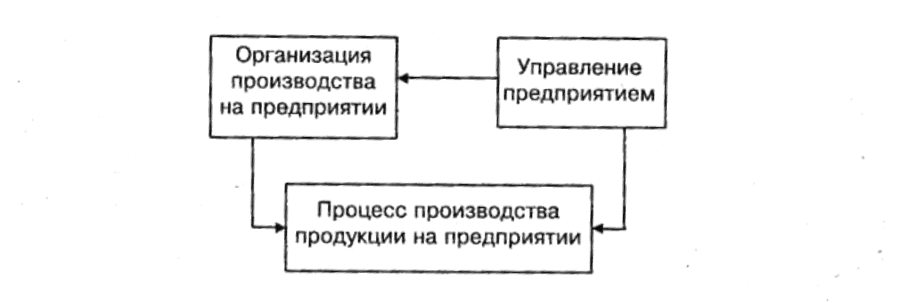
Рисунок 13. Организация и управление процессом производства на фирме
Оптимальный вариант организации производства и управления на предприятии – это четко очерченные экономические задачи и цели, ясно сформулированные пути их достижения на каждом рабочем месте, когда каждый рабочий и служащий знает свои обязанности и располагает средствами и методикой для выполнения работы. Координация является одной из узловых проблем организации управления производством. В настоящее время эти проблемы решаются в основном на основе информационных технологий – программирования с обратной связью.
В сфере промышленной автоматики автоматизированные системы управления стали частью интегрированной информационной системы управления производством.
Отраслевой профиль и техническая характеристика продукции – это базовая информация для проектирования изделия, организации и технологии его производства. Профиль производства определяет отраслевую принадлежность продукции, а техническая характеристика – конкретный ее вид. Техническая характеристика необходима для разработки производственного процесса, определения цены изделия и заключения договоров с потребителями продукции и поставщиками материалов. Не меньшее значение для разработки проекта производственного процесса имеет показатель объема производства. Если установлены профиль и характеристика изделий, то выбор конкретной технологии, оборудования и инструмента, подбор кадров обязательно увязываются с объемом выпуска продукции. При небольшом объеме производства используется главным образом не дорогостоящее универсальное оборудование, стандартный инструмент и приборы. Схема обслуживания производственного процесса во многом ориентируется на услуги сторонних организаций.
С целью снижения затрат на изготовление продукции на основе повышения уровня органи-зации производственного процесса используются: специализация цехов, участков и рабочих мест; непрерывность и прямоточность технологических процессов; пропорциональность выполнения производственных операций; повышение гибкости (скорости переналадки) технологического оборудования.
Специализация внутри фирмы заключается в том, что за каждым цехом, производственным участком, рабочим местом закрепляется технологически однородная группа работ или строго определенная номенклатура изделий. Специализация позволяет на практике использовать принципы непрерывности работы машин и оборудования и прямоточности движения обрабаты-ваемых изделий, которые являются экономически наиболее выгодными методами организации производства. Повышается исполнительская квалификация персонала за счет концентрации его усилий на «узком» участке производства. Наряду с этим специализация за счет резкого сокращения числа операций, выполняемых на одном рабочем месте, дает возможность применять при больших объемах производства высокопроизводительное технологическое оборудование, снижать трудоемкость и повышать качество изделий.
Непрерывность – это сокращение или сведение к нулю перерывов в процессе производства готовой продукции. Притом каждая следующая операция одного и того же процесса начинается сразу после окончания предыдущей, что сокращает время на изготовление продукции и уменьшает простои оборудования и рабочих.
Прямоточность характеризует прямолинейное движение предметов труда в ходе производ-ственного процесса и обеспечивает для каждого изделия кратчайший путь к рабочим местам. Такому движению свойственно устранение всех возвратных и встречных перемещений в процессе производства, что способствует сокращению времени на обработку и транспортных расходов.
С точки зрения затрат очень важно при этом соблюдение определенных пропорций мощности (производительности) парка оборудования между цехами и участками. Необходимо также поддер-живать определенные пропорции между основными и вспомогательными цехами и участками,
в задачу которых входит обеспечение транспортом, ремонт оборудования, поставки инструмента, уборка помещений. Сбалансированность загрузки производственных мощностей по цехам,
участкам и отдельным видам оборудования, а также во временном (по минутам, часам, суткам) и в ресурсном разрезе (по затратам материалов, инструмента, рабочего времени и т.д.) обеспечивается на основе технической и оперативно-производственной документации.
В условиях массового и крупносерийного производства технологическая документация разрабатывается один раз – при освоении выпуска изделия. Далее в документацию по мере необходимости вносятся некоторые изменения и уточнения, но основа организации технологии остается неизменной на весь период выпуска данного изделия. На фирмах единичного и мелкосерийного производства технологическая карта производственного процесса составляется на каждое изделие или партию изделий в соответствии с полученным заказом. В цехи и на рабочие места технологическая карта поступает вместе с заданием на выпуск изделия. Помимо общих требований по характеристике поступающего в работу изделия и режимах его обработки в такой карте обязательно предусматривается: равномерность загрузки оборудования на предприятии; обеспечение своевременной поставки изделий потребителям, согласно условиям заказа; обеспечение ритмичности производства и равномерной занятости персонала на протяжении всего цикла работ – от первой производственной операции до сдачи готового изделия на склад.
5.2 Характеристика организационных типов производства
Следует различать следующие типы производства: массовое, серийное, единичное и смешанное. В свою очередь, серийное производство делится на мелкосерийное, среднесерийное и крупносерийное. Отнесение фирмы к тому или иному типу производства носит несколько условный характер. С одной стороны, на предприятии не исключается возможность организации в его подразделениях производственного процесса по различным типам. Например, на заводах машиностроения изготовление ряда узлов и деталей и производственной оснастки может быть организовано одновременно по типу серийного, единичного и массового производства. В таком случае имеет место смешанный тип производства. С другой стороны, современные технические средства автоматизации на базе производственных модулей с числовым программным управлением позволяют организовать, по сути, массовый безостановочный выпуск небольшими партиями различной по характеристикам продукции. В таком случае выпуск продукции небольшими сериями организуется по принципу массового или крупносерийного производства.
Тип производства обычно характеризуется коэффициентом специализации рабочих мест, который называется коэффициентом серийности (Кс). Он определяется числом деталь - операций, которые выполняются в среднем на одном рабочем месте:
где r – среднее число операций, которые выполняются при изготовлении каждой детали;
п – количество наименований деталей, которые обрабатываются данной группой рабочих мест;
р – число рабочих мест.
Этот коэффициент для массового производства составляет от 1 до 3, для крупносерийного – 4–10, для среднесерийного – 11–20, для мелкосерийного – более 20.
Наряду с этим переход к использованию гибких технологий на базе обрабатывающих центров и оборудования с числовым программным управлением во многих случаях разрушает устоявшееся деление типов производства по числу деталь-операций на одном рабочем месте. Новейшие технологические модули, допускающие обработку десятков однопрофильных, но различных изделий на одном агрегате, сосредоточивают все типы производства – от единичного до массо-вого. Важно лишь, чтобы это производство было крупномасштабным, позволяло окупать крупные капиталовложения в новейшую технику.
Характерные для единичного типа производства неустойчивость номенклатуры и относи-тельно небольшой объем выпуска однотипной продукции приводят к ограничению возможностей использования специальных высокопроизводительных технологических решений. Отличитель-ными особенностями данного типа производства являются:
-
преобладание технологической специализации цехов, участков и рабочих мест и отсутствие постоянного закрепления за ними определенных изделий; -
использование универсального, быстро переналаживаемого оборудования и его размеще-ние по однотипным группам; -
относительно большой удельный вес ручных операций и большая продолжительность производственного цикла; -
наличие рабочих высокой квалификации.
К продукции единичного типа производства относятся уникальные станки, турбины, прокатные станы, мощные электрические машины, а также большинство строительных объектов (помимо стандартного домостроения). К единичному производству относятся практически вся сфера ремонтных работ, значительная часть транспортных перевозок, изготовление предметов потребления по заказам населения.
Серийное производство характеризуется тем, что к рабочему месту предметы труда посту-пают не по одной - две штуки, как в единичном производстве, а периодическими конструктивно одинаковыми партиями (сериями). Для данного типа производства характерна относительно широкая номенклатура изделий, однако значительно меньшая, чем при единичном типе. Как правило, изготовление значительной части продукции (в отличие от единичного производства) периодически повторяется в течение года или ряда лет, что дает возможность организовать этот выпуск на технологически специализированных участках. Это в первую очередь относится к организации среднесерийного и крупносерийного производства. Если для мелкосерийного типа производства характерны черты единичного производства, то крупносерийное часто напоминает массовое производство.
Различают два вида массового и крупносерийного производства:
1) крупномасштабное узкоспециализированное, предназначенное для производства однотип-ной продукции (например, одной детали автомобиля какого-то одного класса или ткани, изготов-ляемой из одного и того же сырья, и пр.);