Файл: Учебное пособие соответствует фгос во по специальности 23. 05. 04 Эксплуатация железных дорог.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 530
Скачиваний: 5
СОДЕРЖАНИЕ
2. ТЕРМИНАЛЬНО-ЛОГИСТИЧЕСКИЕ ЦЕНТРЫ
2.1. Инфраструктура терминально-логистических центров
2.2. Классификация терминально-логистических центров
3. СКЛАДСКИЕ КОМПЛЕКСЫ. ЛОГИСТИКА СКЛАДИРОВАНИЯ
3.1. Роль складов в логистических системах
3.2. Классификация складов и особенности складских объектов разных типов
3.3. Основные функции складов в логистической системе
3.4. Устройство современного склада как технической системы
3.6. Обработка грузов на складе
3.7. Проектирование технического оснащения склада
4. УСТРОЙСТВО И ТЕХНОЛОГИЯ РАБОТЫ КОНТЕЙНЕРНЫХ ТЕРМИНАЛОВ
4.1. Основные функции контейнерных терминалов
4.2. Характеристика терминала как объекта в логистической цепи
4.3. Оборудование контейнерных терминалов
4.4. Схемы терминальных операций с контейнерами
4.5. Проектирование контейнерных терминалов
5. ВОЗМОЖНЫЕ ВАРИАНТЫ КОМПОНОВКИ ТЕРМИНАЛЬНО-ЛОГИСТИЧЕСКИХ ЦЕНТРОВ
5.1. Типовые технологические решения терминально-логистических центров
5.2. Критерии выбора мест расположения терминально-логистических центров
5.3. Структурно-планировочные требования к инфраструктуре терминально-логистических центров
5.5. Интегрированная таможенная инфраструктура
5.6. Современные таможенные технологии
5.8. Экономическая эффективность создания терминально-логистических центров
Вышеназванные технологические типы зон хранения отличаются высотой стеллажей, плотностью хранения товаров, требованиями к подъемной технике и нагрузке на пол. Эти характеристики для каждого типа жестко взаимосвязаны.
Автоматизированные зоны хранения с автоматизированными стеллажами – патерностерами используют предприятия для хранения многотысячной номенклатуры комплектующих изделий для сборки серийной техники – автомобилей, телевизоров и т. п. Оператор-комплектовщик не перемещается внутри зоны хранения, а грузы по его запросу сами перемещаются к рабочему столу, откуда перегружаются на внутризаводской транспорт. В основу одной из автоматических систем складирования положен принцип башни, который предполагает хранение максимально возможного количества грузов на минимальных площадях (рис. 3.2). Этим достигается экономия складских площадей и средств, необходимых для организации хранения грузов.
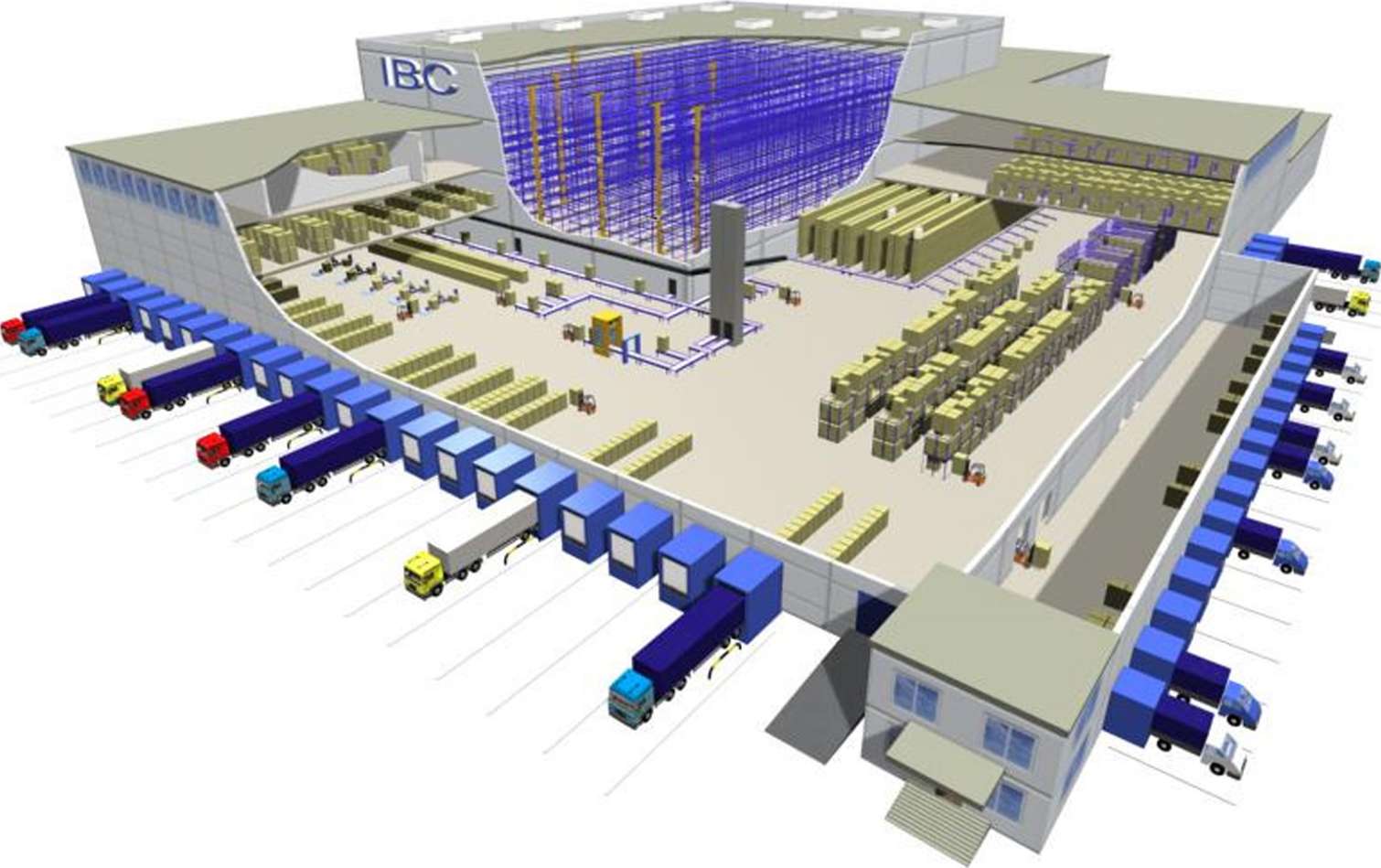
Рис. 3.2. Трехмерная модель современного автоматизированного
склада высокостеллажного хранения
Другая система обеспечивает не только высотное штабелирование, но и практически мгновенное извлечение любого из затребованных грузов. Затребованный оператором груз в кратчайшее время доставляется к рабочему окну, через которое происходит загрузка и выгрузка грузовых единиц. Обе системы оказываются наиболее эффективными, когда необходимо иметь дело с хранением большого ассортимента мелкой продукции со средним и низким оборотом. В качестве примера такой продукции можно назвать медикаменты, всевозможные канцелярские товары, инструменты, различные комплектующие и запасные части, электронные компоненты, аудио- и видеопродукцию, различные архивы и картотеки.
Лифтовая система состоит из высокой шахты лифта, спереди и сзади которой размещены ряды динамически устанавливаемых полок. Посередине шахты перемещается лифт со специальным экстрактором и программным управлением. По команде оператора лифт перемещается к требуемой полке, экстрактор вынимает ее с хранящимися на ней материалами и помещает на лифт, затем лифт приходит к окну выдачи, и экстрактор выдает полку оператору. После команды оператора система установит полку на место.
Складская машина карусельного типа с электронным управлением, установленная на нескольких квадратных метрах, обеспечивает настолько плотное хранение материалов, что от пола до потолка не остается неиспользуемого пространства. Система работает по принципу «товар к человеку», экономя время поиска товаров и облегчая работу оператора, избавляя его от необходимости ходить среди стеллажей.
3.5.2. Структурный анализ и стандартизация складских процессов
Основными средствами моделирования, позволяющими всесторонне, с необходимой степенью детализации рассмотреть сквозной технологический процесс на складе, являются:
– принципиальная схема технологического процесса на складе;
– транспортно-технологическая схема переработки грузов на складе;
– технологическая карта работы склада;
– технологический график работы склада;
– описание стандартных процедур складского процесса;
– сетевые модели складских процессов, а также ряд других средств моделирования процессов;
– технологические планировки складов;
– карты организации труда отдельных категорий работников склада [7].
Правильно организованный технологический процесс работы склада должен обеспечивать:
– четкое и своевременное проведение количественной и качественной приемки товаров;
– эффективное использование средств механизации погрузочно-разгрузочных и транспортно-складских работ;
– рациональное складирование товаров, обеспечивающее максимальное использование складских объемов и площадей, а также сохранность товаров и других материальных ценностей;
– выполнение требований по рациональной организации работы зала товарных образцов, складских операций по отборке товаров с мест хранения, комплектованию и подготовке их к отпуску;
– четкую работу экспедиции и организацию централизованной доставки товаров покупателям;
– последовательное и ритмичное выполнение складских операций, способствующее планомерной загрузке работников склада, и создание благоприятных условий труда.
Принципиальная схема технологического процесса на складе
1. Вначале технологический процесс представляется в виде взаимосвязанной последовательности крупных блоков операций, которые предусмотрено выполнять на складе, например, разгрузка автомобильного транспорта, приемка, хранение, комплектация и отпуск груза.
2. Каждый из блоков может быть развернут составом входящих в него операций с той или иной степенью детализации. Однако взаимосвязь на данном этапе проектирования указывают не между отдельными операциями, а между укрупненными блоками операций. Полученная на данном этапе модель, по существу, является принципиальной схемой технологического процесса.
При проектировании складских процессов разрабатываются различные варианты построения транспортно-технологических схем, в том числе и сквозных схем, охватывающих несколько звеньев логистической цепи.
Технико-экономическая оценка различных вариантов транспортно-технологических схем переработки груза на складе осуществляется на основе расчета удельных трудовых, эксплуатационных, капитальных и приведенных затрат по различным вариантам. Выбирается та схема, которая обеспечивает минимум приведенных затрат.
Технологические карты. Карты технологического процесса представляют собой документ, регламентирующий цикл операций, выполняемых на конкретном складе [7].
Цель составления:
1) обеспечение четкой организации работ;
2) обеспечение соответствия транспортно-технологической схеме складского процесса;
3) определение состава операций и переходов, установление порядка их выполнения, отражение технических условий и требований, а также данных о составе оборудования и приспособлений, необходимых в процессе выполнения предусмотренных картами операций;
4) установление ряда существенных показателей, характеризующих организацию работ на складе.
В технологической карте процесс переработки грузов на складе представляется расчлененным на отдельные этапы погрузочно-разгрузочных, контрольно-учетных и специальных внутрискладских операций. По каждому этапу указываются средства выполнения и состав исполнителей тех или иных операций (табл. 3.3).
Таблица 3.3
Технологическая карта работы склада
| Исходное условие | Участок производства работ | Исполнители | Содержание работ | Форма документа | Механизмы |
| Товар доставлен на склад в автомашине | Автомобильная рампа | Водитель-экспедитор, грузчик отдела экспедиции | Выгрузка товара из автомобиля и укладка на поддон в соответствии с номенклатурой | Расходная накладная поставщика | Погрузчик электрический, поддоны |
| Товар на поддоне вывезен из кузова автомобиля и находится на автомобильной рампе | Автомобильная рампа | Кладовщик и товаровед соответствующего склада хранения и комплектации, грузчик экспедиции, водитель-экспедитор, представитель поставщика | Идентификация и приемка товара по количеству мест и визуальный осмотр физического состояния упаковки | Расходная накладная поставщика | – |
| Несоответствие количества мест данным товарно-сопроводительных документов либо нарушение упаковки | Автомобильная рампа | Начальник склада, оператор склада, кладовщик экспедиции, перевозчик (или экспедитор), товаровед | Составление акта о несоответствии количества мест данным товарно-сопроводительных документов | Акт о несоответствии количества мест товара данным товарно-сопроводительных документов | Компьютер |
Окончание табл. 3.3
| Исходное условие | Участок производства работ | Исполнители | Содержание работ | Форма документа | Механизмы |
| Окончание приемки товаров по количеству мест | Автомобильная рампа – участок приемки | Грузчик отдела экспедиции | Перемещение сформированного грузового пакета на участок приемки | – | Погрузчик электрический |
Технологическая карта позволяет установить ряд существенных показателей, характеризующих организацию работ на складе. В основу технологического процесса должно быть положено разделение товаров на группы, имеющие специфические особенности складской обработки.
По некоторым операциям технологического процесса (размещение товаров на хранение, комплектация заказов и др.) целесообразно разрабатывать несколько технологических карт, отражающих специфические особенности складской переработки конкретной группы товаров. Представленное в карте единое описание технологического процесса дополняется развернутым описанием отдельных процедур.
Разработка стандартных процедур складского процесса. Стандартизации подлежат операции:
– от качества выполнения которых существенно зависит уровень сервиса, например операция контроля состава гетерогенной паллеты,
т. е. паллеты, на которую на складе собрали различные грузы;
– влияющие на сохранность материальных ценностей, например процедуры передачи смен, инвентаризации или допуска на территорию склада;
– от рациональности выполнения которых существенно зависят издержки склада.
Пример операций, подлежащих стандартизации:
– процедура разгрузки и приема продукции на склад;
– подготовка заказа;
– контроль и загрузка заказа;
– доступ на территорию;
– перевод техники и персонала с одного участка на другой;
– инвентаризация;
– передача смен.
Технологические графики.
Помимо технологических карт рекомендуется составлять суточные графики работы склада, которые регулируют выполнение складских операций во времени (в смену, сутки и т. д.).
С целью эффективного использования подъемно-транспортного оборудования разрабатываются графики, регулирующие работу погрузочно-разгрузочных механизмов в течение рабочей смены.
Для обеспечения ритмичной работы складов разрабатывают графики приезда покупателей на склад в определенные дни недели и часы для отборки товаров. Такие графики позволяют спланировать равномерную работу склада в течение рабочей недели.
Технологические графики работы экспедиции обеспечивают своевременную доставку грузов потребителям, приемку товаров, поступивших в нерабочее время, планомерную загрузку транспортных средств и своевременное оформление товарно-транспортных документов.